Modern technology is simply inconceivableyourself without screw connections. Thread has a number of advantages compared to other types of detachable and one-piece fastenings: clamping force can be adjusted with a dynamometer, which eliminates the possible destruction of body parts. Such a connection tolerates dynamic loads, it is easy to disassemble and reassemble.
However, the use of threaded connections is notis limited only by industry. At home in everyday life, it is very often necessary to cut the thread. How and in what order is this done correctly? What tool is needed for this? The article contains useful information that will help people who do not have such experience.
Ways
Thread is a kind of screw groove on the outer surface of the cylinder (outer) or on the surface of the hole (internal).
For tapping the external thread, a die is used, for the inner thread there is a tap.
But this method and tool are suitable only inhome conditions or repair production, because they require a lot of time for cutting. When mass production of hardware (bolts) thread is not cut, and rolled on a special equipment for processing metals pressure. It is important that the workpiece is heated to a temperature of over 750 degrees (then there will be a dynamic recrystallization and removal of the texture). This performance is inaccurate. And therefore, for critical joints, the thread is cut.
The threaded surface can be obtained by machining on a screw-cutting lathe. For this, both a die with a tap and special turning tools can be used.
In addition, the rapid development of electronics made it possible to process threaded surfaces on lathes and even CNC milling machines.

general information
На территории стран СНГ действует стандарт metric thread. Its angle is sixty degrees in cross section. In the Western countries, an inch thread (angle of 55 degrees) is used. This circumstance should be remembered when any spare parts for a car or other equipment are bought.
Depending on the geometric shape of the thread threads, rectangular, triangular, trapezoidal and other variants are distinguished in the section.
A special kind of thread is a ball screw.It found application only in the machine tool industry. During heavy use, the helical surface wears out. However, the design of the ball screw allows to adjust and eliminate the play.
There are threads with the right approach (mostare distributed) and left (have limited and highly specialized application). It is hardly possible to find a die or tap for tapping the left thread. Cut on the machine is probably the only possible way. They are recommended to be used in the absence of other options.
External thread: how to cut the die
The most simple and affordable way to cutthreads on the outer cylindrical surface - use a die. Depending on the design, the device can be round, prismatic, sliding.
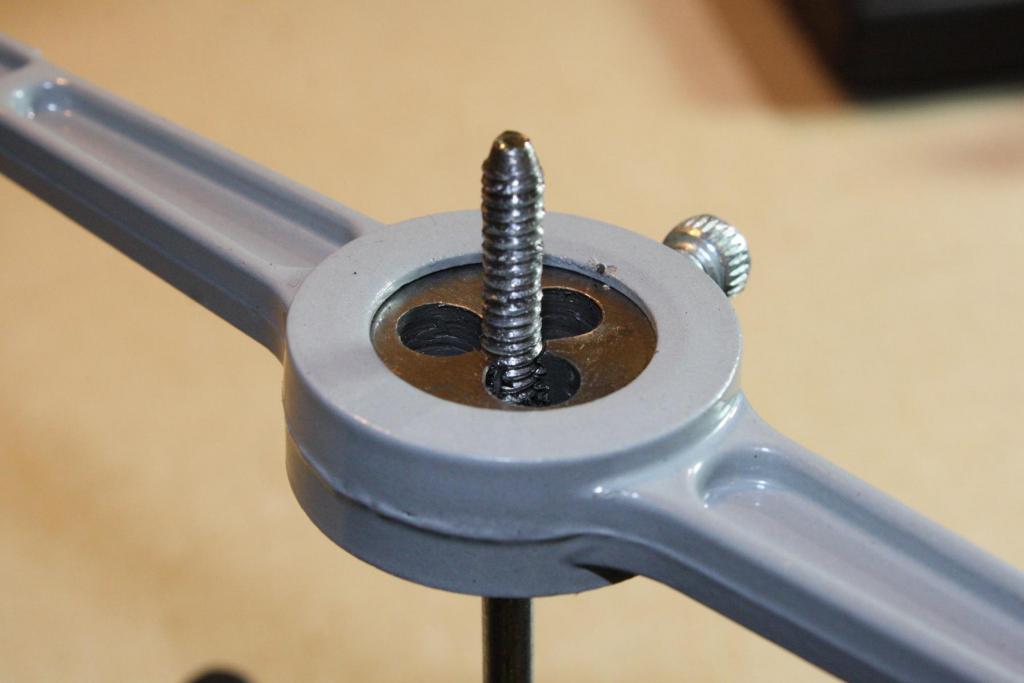
A round die resembles a nut.Only the outer contour is not a hexagon, but an ordinary circle with small depressions for fastening to the collar. It differs from the nut by the presence of three grooves for the exit of chips when tapping.
Round dies form a thread in just onetool pass. Therefore, when working in the cutting zone, lubrication must be applied. The maximum thread diameter obtained in this way is 52 millimeters.
The sliding plate consists of two identical parts. They are installed in a cluster with a certain gap. In the process of work, the parts converge.

Selection of the diameter of the workpiece when tapping the external thread
Correct choice of external diametrical sizeThe initial workpiece is the guarantee of the quality of the resulting thread. Cutting the thread (both external and internal) on the surface (in the hole) is possible only if certain requirements are met. So that the die does not break and it does not jam, the diameter of the cylinder should be a few tenths of a millimeter less than the thread rating. In the process of cutting, the metal will be extruded to some extent and fill the mold with a shape, so that the gap will be minimal.
Surface preparation with external slicing
How to cut the thread on the rod?It should be noted that the diameter of the bar must be at least a millimeter greater than the diameter of the thread, so that there is an allowance for removing the black on the lathe. Cut on a black untreated surface is highly undesirable: a high probability that the die will find a non-metallic inclusion and break.
After the groove of the outer diameter on the lathethe machine must be chamfered. This element is necessary, firstly, in order to ensure the insertion of the die, and secondly, to remove the sharp burr obtained when cutting the butt on the lathe.

Sequencing
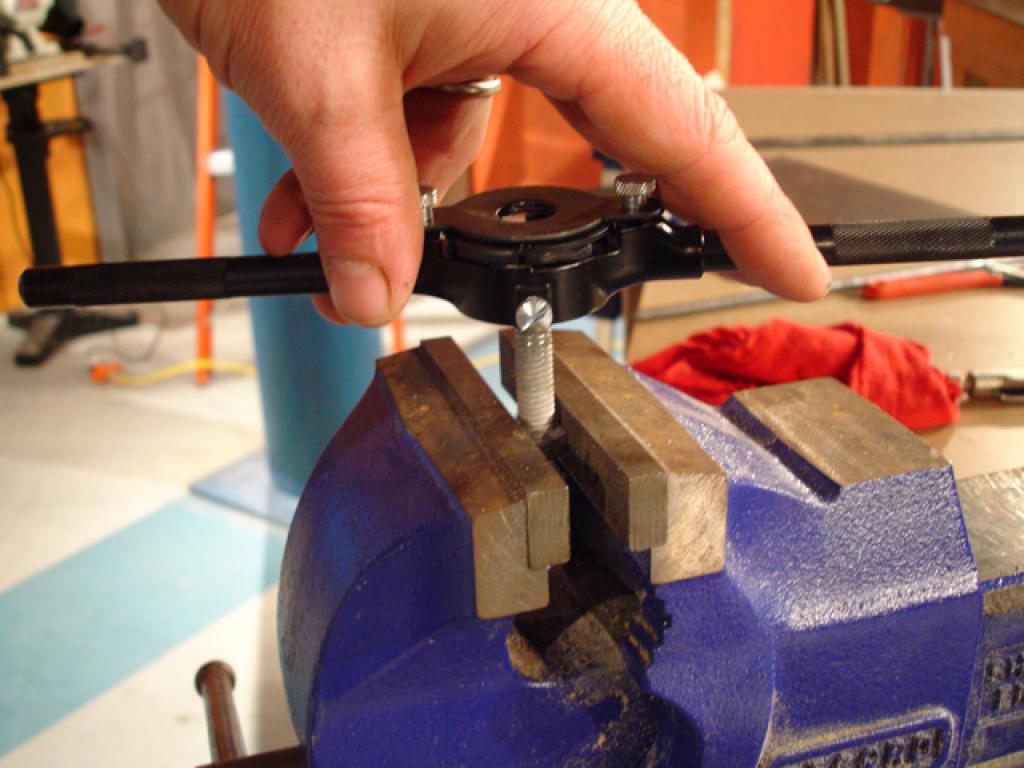
How correctly to cut a carving? The execution of this operation by hand is carried out in the following sequence:
- The initial workpiece is fixed in a metal vice. In this case, there should be no distortions and deviations from the vertical position.
- The plate is attached to the wrench. The end of the plate must coincide with the end surface of the plate holder.
- The first revolution is carried out with little effort: the main thing is to set the direction correctly and avoid skewing the plate.
- After the thread has been cut along the entire length, the wrist should be started to rotate counter-clockwise.
Internal thread cutting technology
Form-forming tool in this caseis a tap. How to cut the thread with this tool? In principle, it's also quite simple: in the metal a hole is drilled with a diameter slightly larger than the diameter of the carving cavity, the tap itself is inserted by the shank into the wrench, after which it starts to be screwed into the hole, thus cutting the thread. Externally, the tool looks like a bolt. Only it is made of high-strength alloyed tool steel and has grooves for chip removal.
Manually cut the thread - both die, andtapping - the occupation is very difficult, and without certain experience it will be difficult to perform this operation (first of all, physically). To facilitate the process, special tool kits are produced. Such a set allows you to cut the thread not in one pass, but in three, using three different taps (roughing, semi-finishing and finishing).

Thread on pipe surface
При проведении сантехнических работ часто it becomes necessary to cut the thread on the pipe. How it's done? There are no fundamental differences. The only difference is that the pipe inside is hollow. That's all. For these purposes, an ordinary die and a turner or a screw-cutting lathe can be used.
Also for the implementation of the process on the pipe surface, so-called clusters are used. In this case, you can use both sliding and solid dies.
The cutting procedure is preceded by a reliablefastening of a piece of pipe (in a vice or in special prisms), after which the surface is cleaned of dirt and oxides, the burr of the band saw is eliminated. It is recommended to lubricate the surface with oil. Only after these preparatory operations can you proceed directly to slicing.

Thread cutting on the machine
Tapping manually is a heavy physical labor. Therefore, if the master has the opportunity to resort to the help of metalworking equipment, it should be used.
How to cut a thread on a lathe?The universal lathe allows you to carry out this operation in several ways: a die (outer), a tap (internal), and also a specially sharpened turning screw with a welded plate made of tool steel or a tool with a replaceable plate.
When cutting with a die and tap the workpieceis mounted in a three-jaw self-centering chuck, after which the drive of the machine is turned on, and the spindle starts to rotate. The speed of rotation should be minimum (no more than one or two revolutions per second) for reasons of safety. A die (tap) with a collar is attached to the end of the workpiece and is pressed slightly against it. Then it is necessary to hold the wrenches until it cuts the threads of the required length. Then the reverse is turned on, and the plate is twisted in the opposite direction.
Cutting the cutter is done in several passes. In this case, the cutter moves in the axial direction in one revolution of the spindle by an amount that is equal to the step.










