Ефективността и качеството на работа зависи от тованаличие на необходимите инструменти, материали и умения. Познаването на теорията също влияе значително върху успеха във всеки бизнес, независимо в каква посока може да бъде. Заваръчните работи се считат за едни от най-често срещаните.

Тази дейност изисква материалоборудване, трудов опит и теоретични познания. След като усвои необходимата информация, човек получава представа какво представлява шевът, каква е класификацията на заварените шевове и как да избере най-добрия вариант за сцепление на различни метални изделия.
Какво представлява заваръчната перла?
По време на заваряването процесът участватри метални секции: с помощта на третата, която служи като електрод, две парчета желязо са закрепени заедно. На кръстовището на металните части помежду си протича термичен процес, образуващ шев. По този начин шевът е част от метална конструкция в резултат на действието на разтопено и втвърдено желязо.

Всякакви метали могат да бъдат заварени.Те имат свои собствени структурни характеристики, в съответствие с които се избира определен вид закрепване. Класификацията на заваръчните шевове се прави в зависимост от вида на сцеплението, материала и други параметри. Всяка връзка има свои собствени инструкции и свой ред за изпълнение.
размери
Има класификация на заваръчните шевове по дължина. В зависимост от размера, заваръчните шевове са:
- Къс. Размерът не надвишава 30 см. Такъв шев се появява в резултат на заваряване, извършено в една посока от самото начало до края.
- Средно аритметично. Дължина на шева - от 30 см до 1 метър.Тези шевове са заварени от средата до краищата. Методът на обратната стъпка е идеален за тях. Същността му се крие във факта, че целият шев е разделен на няколко секции, които се обработват последователно чрез заваряване. Всеки от тези сегменти е с дължина от 10 до 30 cm.
- Дълги (над един метър). Те са заварени по същия начин като средните шевове, с единствената разлика, че броят на секциите тук ще бъде по-голям.
Видове заварени съединения
Класификацията на заваръчните шевове също се извършва според вида на закрепването. Има четири типа връзки:
- дупе;
- тавровое;
- припокриване;
- ъглова.
Най-често срещаният тип
По време на залепване в челна част се взема предвид дебелината на продукта. Това спестява значително количество материал.

Челният съединител се счита за най-популярен. Това се дължи на факта, че този процес на заваряване е най-бързият и икономичен.
Т-заваряване. Характеристики и препоръки
Този тип съединител се характеризира с Т-образна формаформа на съединяване на метални изделия. Както при залепването на челото, специално внимание се обръща на дебелината на метала, в зависимост от това кои шевове са едностранни и двустранни.

Когато прилагате този тип съединител, трябва да се придържате към следните препоръки:
- При извършване на Т-заваряване при съединяване на два продукта с различна дебелина е необходимо заваръчната горелка да се държи спрямо по-дебелия продукт под ъгъл от 60 градуса.
- Заваръчните работи могат да бъдат улеснени, акоподредете структурата "в лодката". Това положение на детайла ще премахне подрязванията, пропуснатите недостатъчно обработени участъци, които се считат за най-честите дефекти за този тип сцепление.
- Ако едно преминаване на заваръчната горелка е неефективно, тъй като могат да останат дефектни области, те трябва да бъдат заварени чрез вибриране на заваръчните електроди.
- В Т-съединението едностранното заваряване също може да бъде ограничено. За да направите това, трябва да използвате оборудването за заваряване Oineo Tronic Pulse, което ви позволява да извършвате RW заваряване.
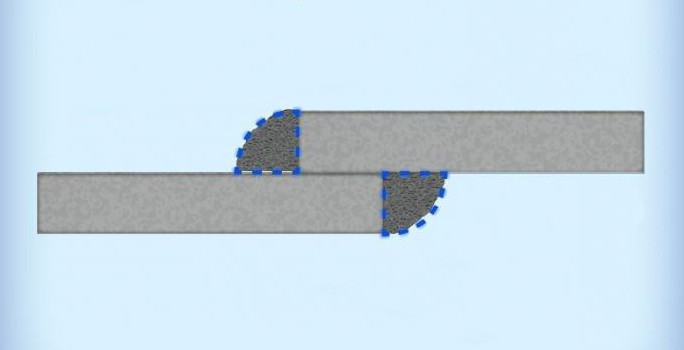
Заваряване с припокриване
Принципът на този тип връзка едвустранно заваряване на продукти, чиято дебелина не е повече от 1 см. Това заваряване се използва в случаите, когато е необходимо да се предотврати навлизането на влага в процепа между стоманените листове. В резултат на тази работа се образуват два шева. Този тип заварени съединения се счита за дългосрочен и не е икономичен, тъй като за работата са необходими повече материали.
Ъглов захват
Този тип заваряване се използва за свързванеметални изделия в положение, перпендикулярно един на друг. В зависимост от дебелината на листовете, заваряването с филе се характеризира с наличието или отсъствието на скосени ръбове. Ако е необходимо, този тип връзка се осъществява от вътрешната страна на продукта.

Форми на заварки
Класификацията на заваръчните шевове според формата на външната повърхност определя три вида:
- Апартамент.Те са ефективни при динамични и променливи натоварвания, тъй като тези шевове (като вдлъбнати) нямат концентрация на напрежение, което може да причини внезапни промени и да разруши заваръчната връзка.
- Вдлъбната.Вдлъбнатината на шева се счита за приемлива, ако не надвишава 0,3 см. В противен случай вдлъбнатината на заваръчния шев се счита за прекомерна и се счита за дефект. Нивото на вдлъбнатина се измерва в областта, където има най-голямо отклонение.
- Изпъкнали шевове.Те възникват в резултат на натрупването на голямо количество втвърден метал и се считат за неикономични. Но в същото време заварено съединение, което дава изпъкнал шев, е по-ефективно при статично натоварване, отколкото съединение с плоска или вдлъбната заварка. Индексът на издутината е разстоянието от повърхността на основния метал до точката на най-големия издатък. Изпъкналостите, които не надвишават 0,2 cm за заваряване отдолу и не над 0,3 cm за заваряване, извършено в други позиции, се считат за стандартни.
Класификация на заваръчните шевове по положение в пространството
Според критерия за разполагане в пространството има четири вида шевове, всеки от които има свои собствени характеристики и препоръки за заваряване:
- Долни шевове.В техническо отношение те се считат за най-прости. Долните шевове са заварени на равна повърхност в долното положение. Този процес се характеризира с висока ефективност и качество. Това се дължи на по-удобните условия за заварчика. Теглото на разтопения метал се насочва към заваръчния басейн, разположен в хоризонтално положение. Лесно е да се следи заваряването на долните шевове. Работата се свършва бързо.
- Хоризонтални шевове. Заваряването е малко по-трудно.Проблемът е, че разтопеният метал поради теглото си се влива в долните ръбове. Това може да доведе до подрязване на горния ръб.
- Вертикални шевове. Те са резултат от съединения на метални изделия, поставени във вертикална равнина.
- Тавани шевове.Това заваряване се счита за най-трудно и отговорно. Характеризира се с минимален комфорт. По време на процеса на заваряване отделянето на шлаки и газове става по-трудно. Не всеки може да се справи с този бизнес, необходим е много опит, тъй като не е лесно да запазите шлаката, падаща по лицето по време на работа. В същото време е важно да се наблюдава качеството и здравината на връзката.
Как се обозначават заварки и съединения?
Класификация и обозначаване на заваркисе извършва с помощта на специални икони, линии и лидери. Те се поставят върху монтажния чертеж и върху самата конструкция. Класификацията на заварените съединения и шевове е посочена, съгласно нормативния документ, като се използват специални линии, които могат да бъдат плътни или пунктирани. Непрекъснатите заварки са видими, пунктирните заварки са невидими.
Символите на шева се поставят на рафта отдопълнителни описания (в случай, че шевът е разположен в предната част). Или, обратно, под рафта, ако шевът е поставен на гърба. Иконите показват класификацията на заваръчните шевове, тяхното прекъсване, поставянето на сегменти за заваряване.
Допълнителни икони са разположени до основните. Те съдържат подкрепяща информация:
- за премахване на армировката на заварения шев;
- върху повърхностна обработка за плавен преход към основния метал и за предотвратяване на провисване и неравности;
- за линията, по която е направен шевът (дали е затворен).
За идентични дизайни и продукти от същия GOSTпредоставят се стандартни конвенции и спецификации. Ако в конструкцията има еднакви шевове, тогава е по-добре да им дадете серийни номера и да ги разделите на групи, на които също се присвояват номера за удобство. Цялата информация за броя на групите и шевовете трябва да бъде посочена в нормативния документ.
Положение на шева
Класификацията на заваръчните шевове се основава на положението на заваръчния шев. Те са:
- Едностранно. Образувани в резултат на заваряване на листове, дебелината на които не надвишава 0,4 cm.
- Двустранен.Те се появяват по време на двустранно заваряване на метални листове с дебелина 0,8 см. За всеки случай на свързване се препоръчва да се оставят 2 mm пролуки, за да се гарантира качеството на сцеплението.
Възможни недостатъци
По време на заваряването могат да възникнат дефектипоради прекомерен ампераж и дъгови напрежения. Това може да бъде и резултат от неправилно боравене с електродите. Класификация на дефектите в заварените съединения според тяхното местоположение:
- Вътрешен. За тяхното откриване се използва техника, която се състои в контрол: не разрушаване на конструкцията, унищожаване изцяло или частично.
- На открито. Те лесно се разпознават чрез външен преглед.
Поради нарушението на режима на заваряване, причинено от липсата на необходимия опит, недостатъчна подготвителна работа, извършване на неправилни измервания, дефектите се разделят на:
- Липса на сливане.Проявява се в локалната липса на сливане между свързаните елементи. Дефектът води до увеличаване на концентрацията на напрежение и намаляване на напречното сечение на заваръчния шев. Дизайнът с този недостатък се характеризира с намалена здравина и надеждност. Причината за липсата на проникване може да бъде както недостатъчна сила на тока, така и заваряване в бърз режим.
- Подбиване. Дефектът се състои в локално намаляване на дебелината на основния метал. Този проблем възниква в близост до ръбовете на заваръчните шевове.
- Изгаряне. Недостатъкът изглежда като кухина в заваръчния шев. Това се дължи на изтичането на разтопен метал от заваръчния басейн. Изгарянето е неприемлив дефект и трябва спешно да се отстрани.
- Несварен кратер или депресия. Възниква поради прекъсвания на дъгата по време на приближаването към края на шева.
- Разтваря се. Дефектът се проявява в оттичане на заварения метал върху основния метал без тяхното сливане.

Причините за дефекти могат да бъдат много различни, но те са еднакво способни да намалят силата на сцепление, оперативната надеждност, точността и да развалят външния вид на продукта.







