Заварка е фугадве или повече части, които се образуват в резултат на процеса на кристализация на метална стопилка в заварен басейн. Металът, който е заварен върху съединението, се състои от смес от пълнежен материал и разтопен детайл.
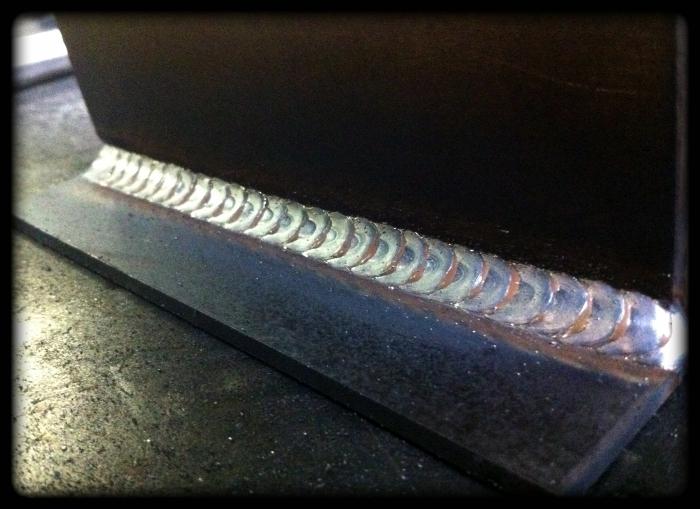
Всяка заварка има свой собствен външен видформа, която има три разновидности: отслабена, нормална и засилена. От своя страна, ъглови и челни шевове се отличават с формата на напречното сечение. Благодарение на цялото това разнообразие можете да получите огромен брой съединения, например кръст, тройник или дупе. Последните се използват само за челни заварки с непрекъснат характер.

Всички съществуващи шевовеви позволяват да свържете части с различна дебелина от голямо разнообразие от метали. Освен това са разработени много методи, които са предназначени да подобрят характеристиките на заварка и да повишат надеждността на такава връзка. Такива събития с право могат да се считат: използването на специален материал за пълнене; заваряване на части в газообразна среда, което помага за отстраняване на кислорода от зоната на изгаряне на дъгата; употребата на флюс и други.

Заваряването може да се извърши автоматично,полуавтоматично или ръчно. Всеки от тези методи има свои собствени характеристики, поради което може да се използва при различни условия. Това ви позволява да разширите обхвата на приложения за заваряване.
Заваръчна зона, в която се осъществява връзкатачасти, изложени на значителни топлинни натоварвания. Такива процеси, както е известно, водят до резки промени в разпределението и характера на възникващите усилия. Това се отразява негативно на надеждността на връзките.
Параметрите, които характеризират заваряването, са пряко свързани с неговите геометрични размери. Това е ширината, големината на армировката и затъмняването, размерът на пролуката, както и дебелината на детайлите, които трябва да бъдат заварени.
Заварите все още се контролират във фабриката, тъй като качеството, надеждността и издръжливостта на този тип фуги зависят от това.











