Účinnosť a kvalita práce závisí oddostupnosť potrebných nástrojov, materiálov a zručností. Znalosť teórie tiež výrazne ovplyvňuje úspech v akomkoľvek podnikaní, akýmkoľvek smerom. Zváracie práce sa považujú za jednu z najbežnejších.

Tento typ činnosti si vyžaduje materiálvybavenie, pracovné skúsenosti a teoretické znalosti. Po zvládnutí potrebných informácií človek získa predstavu o tom, čo je šev, aká je klasifikácia zvarových švov a ako si vybrať najlepšiu možnosť lepenia rôznych kovových výrobkov.
Čo je to zvarový šev?
Počas zvárania proces zahŕňaltri kovové časti: pomocou tretej, ktorá funguje ako elektróda, sú dva kusy železa spojené dohromady. Na križovatke kovových častí medzi sebou prebieha tepelný proces, ktorý tvorí šev. Šev je teda súčasťou kovovej konštrukcie, ktorá je výsledkom pôsobenia roztaveného a stuhnutého železa.

Zvárať je možné akékoľvek kovy.Majú svoje vlastné konštrukčné vlastnosti, podľa ktorých sa vyberá určitý typ upevnenia. Klasifikácia zvarov sa robí v závislosti od typu adhézie, materiálu a ďalších parametrov. Každé pripojenie má svoje vlastné pokyny a svoje vlastné poradie vykonávania.
rozmery
Existuje klasifikácia zvarov podľa dĺžky. V závislosti od veľkosti sú zvarové švy:
- Krátky. Veľkosť nepresahuje 30 cm.Takýto šev sa objavuje ako výsledok zvárania vykonávaného v jednom smere od samého začiatku až do konca.
- Priemerná. Dĺžka švu je od 30 cm do 1 metra.Tieto švy sú zvarené od stredu k okrajom. Ideálna je pre nich metóda spätného kroku. Jeho podstata spočíva v tom, že celý šev je rozdelený na niekoľko sekcií, ktoré sa striedavo spracovávajú zváraním. Každý z týchto segmentov má dĺžku 10 až 30 cm.
- Dlhé (viac ako jeden meter). Sú zvárané rovnakým spôsobom ako stredné švy, len s tým rozdielom, že počet sekcií tu bude väčší.
Druhy zváraných spojov
Klasifikácia zvarov sa vykonáva aj podľa typu upevnenia. Existujú štyri typy spojení:
- zadok;
- tavrovoe;
- prekrytie;
- hranatý.
Najbežnejší typ
Pri lepení na tupo sa berie do úvahy hrúbka výrobku. Tým sa ušetrí značné množstvo materiálu.

Spojka na tupo je považovaná za najobľúbenejšiu. Je to spôsobené tým, že tento proces zvárania je najrýchlejší a najhospodárnejší.
Zváranie T. Vlastnosti a odporúčania
Tento typ spojky sa vyznačuje tvarom Tforma spájania kovových výrobkov. Rovnako ako pri adhézii na tupo sa osobitná pozornosť venuje hrúbke kovu, v závislosti od toho, ktoré švy sú jednostranné a obojstranné.

Pri použití tohto typu spojky musíte dodržiavať nasledujúce odporúčania:
- Pri vykonávaní T-zvárania pri spájaní dvoch výrobkov s rôznymi hrúbkami je potrebné držať zvárací horák vo vzťahu k hrubšiemu výrobku pod uhlom 60 stupňov.
- Zváračské práce si možno uľahčiť, akusporiadať štruktúru "v člne". Táto poloha obrobku vylúči podrezanie, vynechané miesta s nedostatočným tepelným spracovaním, ktoré sa považujú za najčastejšie chyby tohto typu adhézie.
- Ak je jeden prechod zváracieho horáka neúčinný, pretože môžu zostať chybné oblasti, mali by byť zvarené rozvibrovaním zváracích elektród.
- V T-spoji je možné obmedziť aj jednostranné zváranie. Na to musíte použiť zváracie zariadenie Oineo Tronic Pulse, ktoré vám umožňuje vykonávať zváranie RW.
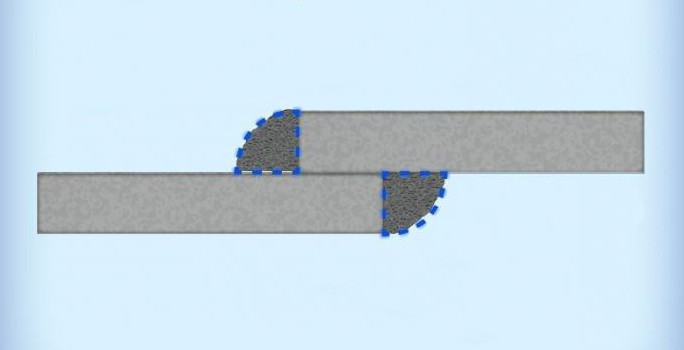
Prekrývacie zváranie
Princíp tohto typu pripojenia jeobojstranné zváranie výrobkov, ktorých hrúbka nie je väčšia ako 1 cm Toto zváranie sa používa v prípadoch, keď je potrebné zabrániť vniknutiu vlhkosti do medzery medzi oceľovými plechmi. V dôsledku tejto práce sa vytvoria dva švy. Tento typ zváraného spoja sa považuje za dlhotrvajúci a nie je ekonomický, pretože na prácu je potrebných viac materiálov.
Rohová rukoväť
Tento typ zvárania sa používa na pripojeniekovové výrobky v polohe navzájom kolmej. V závislosti od hrúbky plechov sa kútové zváranie vyznačuje prítomnosťou alebo absenciou skosených hrán. Ak je to potrebné, tento typ pripojenia sa vykoná zvnútra produktu.

Formy zvarov
Klasifikácia zvarov podľa tvaru vonkajšieho povrchu definuje tri typy:
- Plochý.Sú účinné pri dynamickom a striedavom zaťažení, pretože tieto švy (ako konkávne) nemajú žiadnu koncentráciu napätia, ktorá by mohla spôsobiť náhle zmeny a narušiť priľnavosť zvárania.
- Konkávne.Konkávnosť zvaru sa považuje za prijateľnú, ak nepresahuje 0,3 cm, inak sa konkávnosť zvaru považuje za nadmernú a považuje sa za chybu. Úroveň konkávnosti sa meria v oblasti, kde je najväčší priehyb.
- Konvexné švy.Vznikajú v dôsledku nahromadenia veľkého množstva stuhnutého kovu a považujú sa za nehospodárne. Zároveň je však zváraný spoj, ktorý dáva konvexný šev, efektívnejší pri statickom zaťažení ako spoj s plochým alebo konkávnym zvarom. Index vydutia je vzdialenosť od povrchu základného kovu k bodu najväčšieho výčnelku. Vydutia sa považujú za štandardné, ak nepresahujú 0,2 cm pre spodný zvar a nie viac ako 0,3 cm pre zvary vykonané v iných polohách.
Klasifikácia zvarov podľa polohy v priestore
Podľa kritéria pre umiestnenie v priestore existujú štyri typy švíkov, z ktorých každý má svoje vlastné charakteristiky a odporúčania pre zváranie:
- Spodné švy.Z technického hľadiska sa považujú za najjednoduchšie. Spodné švy sú zvarené na rovnom povrchu v spodnej polohe. Tento proces sa vyznačuje vysokou účinnosťou a kvalitou. Je to kvôli pohodlnejším podmienkam pre zvárača. Hmotnosť roztaveného kovu smeruje do zvarového kúpeľa umiestneného vo vodorovnej polohe. Je ľahké sledovať zváranie spodných švov. Práca je vykonaná rýchlo.
- Horizontálne švy. Zvára sa trochu ťažšie.Problémom je, že roztavený kov pod vplyvom svojej hmotnosti steká do spodných hrán. To môže mať za následok podrezanie na hornom okraji.
- Vertikálne švy. Sú výsledkom spojov kovových výrobkov umiestnených vo vertikálnej rovine.
- Stropné švy.Toto zváranie sa považuje za najťažšie a najzodpovednejšie. Vyznačuje sa minimálnym komfortom. Počas procesu zvárania sa sťažuje uvoľňovanie trosky a plynov. Nie každý sa s týmto biznisom dokáže vyrovnať, je potrebných veľa skúseností, pretože pri práci nie je ľahké udržať trosku na tvári. Zároveň je dôležité dodržať kvalitu a pevnosť spojenia.
Ako sa označujú zvary a spoje?
Klasifikácia a označenie zvarovsa vyrába pomocou špeciálnych ikon, čiar a vodiacich čiar. Sú umiestnené na montážnom výkrese a na samotnej konštrukcii. Klasifikácia zvarových spojov a švíkov je podľa normatívneho dokumentu označená pomocou špeciálnych čiar, ktoré môžu byť plné alebo prerušované. Súvislé zvary sú viditeľné, prerušované zvary sú neviditeľné.
Symboly švíkov sú umiestnené na poličke odpopisky (v prípade, že sa šev nachádza na prednej časti). Alebo naopak, pod policou, ak je šev umiestnený na zadnej strane. Ikony označujú klasifikáciu zvarov, ich diskontinuitu, umiestnenie segmentov na zváranie.
Ďalšie ikony sa nachádzajú vedľa hlavných. Obsahujú podporné informácie:
- o odstránení výstuže zvarového švu;
- na povrchovú úpravu pre hladký prechod na základný kov a na zabránenie priehybu a nerovností;
- o línii, pozdĺž ktorej je šev vyrobený (či je uzavretý).
Pre identické vzory a výrobky rovnakého GOSTsú poskytnuté štandardné konvencie a špecifikácie. Ak sú v štruktúre identické švy, je lepšie im dať sériové čísla a rozdeliť ich do skupín, ktorým sú pre pohodlie priradené aj čísla. Všetky informácie o počte skupín a švov musia byť uvedené v regulačnom dokumente.
Poloha švu
Klasifikácia zvarov je založená na polohe zvaru. Oni sú:
- Jednostranné. Vzniká ako výsledok zvárania plechov, ktorých hrúbka nepresahuje 0,4 cm.
- Obojstranný.Vyskytujú sa pri obojstrannom zváraní plechov s hrúbkou 0,8 cm Pre každý prípad spojenia sa odporúča ponechať medzery 2 mm, aby sa zabezpečila kvalita priľnavosti.
Možné nedostatky
Počas zváracích prác sa môžu vyskytnúť chybyv dôsledku nadmerného prúdu a napätia oblúka. Môže to byť aj dôsledok nesprávnej manipulácie s elektródami. Klasifikácia chýb vo zvaroch podľa ich umiestnenia:
- Interné. Na ich identifikáciu sa používa technika, ktorá spočíva v kontrole: nezničiť štruktúru, zničiť úplne alebo čiastočne.
- Vonku. Sú ľahko identifikovateľné externým vyšetrením.
Z dôvodu porušenia režimu zvárania spôsobeného nedostatkom potrebných skúseností, nedostatočnými prípravnými prácami, nesprávnymi meraniami sa chyby delia na:
- Nedostatok fúzie.Prejavuje sa lokálnou absenciou fúzie medzi spojenými prvkami. Porucha vedie k zvýšeniu koncentrácie napätia a zníženiu prierezu zvaru. Dizajn s touto chybou sa vyznačuje zníženou pevnosťou a spoľahlivosťou. Dôvodom nedostatočnej penetrácie môže byť nedostatočná sila prúdu a zváranie v rýchlom režime.
- Podrezanie. Porucha spočíva v lokálnom znížení hrúbky základného kovu. Tento problém sa vyskytuje v blízkosti okrajov zvarových švov.
- Prepálenie. Chyba vyzerá ako dutina vo zvare. Vyskytuje sa v dôsledku úniku roztaveného kovu zo zvarového kúpeľa. Vypálenie je neprijateľná chyba a musí sa urýchlene opraviť.
- Nevyliečený kráter alebo depresia. Vyskytuje sa v dôsledku prerušenia oblúka počas priblíženia sa ku koncu švu.
- Rozpustiť. Vada sa prejavuje vzlínaním zvarového kovu na základný kov bez ich natavenia.

Príčiny chýb môžu byť veľmi odlišné, ale sú rovnako schopné znížiť priľnavosť, prevádzkovú spoľahlivosť, presnosť a pokaziť vzhľad výrobku.







