Zvar je kĺbdve alebo viac častí, ktoré sa tvoria v dôsledku kryštalizačného procesu kovovej taveniny vo zvarovej nádrži. Kov, ktorý je privarený na spoj, pozostáva zo zmesi plniaceho materiálu a roztaveného obrobku.
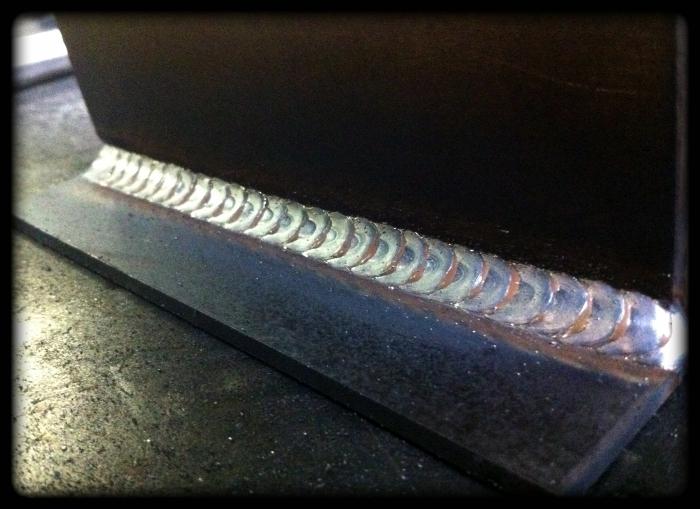
Každý zvar má svoj vlastný charakteristický vonkajší povrchforma, ktorá má tri odrody: oslabená, normálna a vylepšená. Uhlové a tupé spoje sa zase líšia tvarom prierezu. Vďaka tejto rozmanitosti môžete získať veľké množstvo zlúčenín, napríklad kríž, tričko alebo zadok. Tieto sa používajú iba na tupé zvary nepretržitého charakteru.

Všetky existujúce švyumožňujú spájať časti rôznych hrúbok z rôznych kovov. Ďalej bolo vyvinutých veľa metód, ktoré sú určené na zlepšenie charakteristík zvaru a zvýšenie spoľahlivosti takéhoto spojenia. Takéto udalosti možno oprávnene zohľadniť: použitie špeciálneho výplňového materiálu; zváranie častí v plynnom prostredí, ktoré pomáha odstraňovať kyslík z oblasti horenia oblúkom; použitie tavidla a ďalších.

Сварной шов может производиться автоматически, poloautomaticky alebo ručne. Každá z týchto metód má svoje vlastné charakteristiky, a preto sa môže použiť v rôznych podmienkach. To vám umožní rozšíriť rozsah aplikácií pre zváranie.
Зона сварки, в которой происходит соединение časti vystavené výraznému tepelnému namáhaniu. Takéto procesy, ako je známe, vedú k výrazným zmenám v distribúcii a povahe vznikajúceho úsilia. To negatívne ovplyvňuje spoľahlivosť pripojení.
Parametre, ktoré charakterizujú zvar, priamo súvisia s jeho geometrickými rozmermi. Toto je šírka, veľkosť vystuženia a otupenia, veľkosť medzery a tiež hrúbka zváraných častí.
Kontrola zváraných švov sa vykonáva aj vo výrobe, pretože kvalita, spoľahlivosť a trvanlivosť tohto typu spojenia závisia od neho.











