Metallihitsaus on yleisintapa, jolla ne ovat yhteydessä eri talouden aloilla (rakentaminen, koneenrakennus, putkistojen asettaminen jne.). Jokapäiväisessä elämässä (kotona, maassa, autotallissa) kohtaamme myös tarpeen käyttää metallihitsausta. Maallikolle tämä työ näyttää käsittämättömältä, vaikealta ja salaperäiseltä. Lisäksi siihen liittyy tietty riski elämään.
Katsotaanpa, onko näin. Kuinka hitsata metallia sähköhitsauksella?

Nykyaikaisella kauppaverkostolla on suurierilaisia hitsauskoneita, vaihtosuuntaajia, suojavarusteita hitsauksen aikana. Ne ovat kaikkien saatavilla, joten ostamalla sopivat laitteet voit suorittaa nämä hitsaustyöt itse. Sinun tarvitsee vain oppia, mikä metallihitsaustekniikka on, mitkä ovat turvallisuusvaatimukset. Lisäksi on hankittava tarvittava hitsauskäytäntö.
Metallihitsauksen tyypit
Nykyään monia erilaisiatekniikat metallin hitsaamiseksi. Voit esimerkiksi käyttää elektronista ja lasersäteilyä, liittää tuotteita kaasuliekillä ja keittää ultraäänellä. Mutta eniten käytetty energialähde on valokaari.
Kuinka hitsata metalli oikein?Metallien hitsaus sähköhitsauskoneilla tai inverttereillä tarkoittaa sähkökaarihitsausta, jossa hitsausvyöhykkeen korkea lämpötila, joka on välttämätön metallin sulattamiseksi ja vahvan saumasauman aikaansaamiseksi, saavutetaan sähkökaarella (jopa 7000 astetta) Celsius), joka pystyy sulattamaan minkä tahansa metallin.

Turvallisuusvaatimukset
Ensimmäinen asia murehtia ennenmetallin oikea hitsaus on omaa turvallisuuttasi työn aikana. Suojavaatteet on valmisteltava ja käytettävä (tiukat housut, takki, turvakengät, mokka- tai nahkakäsineet). Se suojaa palovammoja sulan metallin roiskeilta. Sinun on myös valmistettava erityinen suojanaamari tai hitsaussuoja - tämä suojaa silmiäsi kaarihitsauksen aiheuttamalta valonsäteilyltä.
Sinun tulisi myös huolehtia paloturvallisuudesta.- poista kaikki syttyvät materiaalit ja nesteet hitsauspaikalta, valmistele palonsammutusaineet käyttöä varten (jopa vesisäiliö toimii, jos erityisvälineitä ei ole), tuuleta tila, jossa työ tehdään, erityisesti edestä ja hitsauskoneen takaosat.
Muista lukea hitsauskoneen käyttöohjeet ja noudattaa kaikkia siellä annettuja suosituksia.
sähköturvallisuus
Ennen kuin yrität oppia käytännössä mitenmetallin hitsaamiseksi on välttämätöntä varmistaa, että sähköverkon parametrit, joista hitsauslaite syötetään, täyttävät sen vaatimukset. Muuten muut verkkoon kytketyt sähkölaitteet voivat vahingoittua paitsi sinulle, myös naapureillesi. Tämä pätee erityisesti muuntajan hitsauskoneisiin, jotka vaikuttavat merkittävästi virransyöttöverkkoon johtuen jännitteen noususta hitsauksen alkaessa ja lisääntyneestä sähkövirrasta, kun elektrodi tarttuu hitsauspaikkaan. Lisäksi hitsauskone tulee sijoittaa siten, että se ei voi pudota, vahingoittua itsestään tai vahingoittaa ihmisiä ja esineitä työn aikana. Laitteeseen kytkettyjen johtojen on oltava hyvin eristettyjä ja suoristettuja. Niiden vahingoittumisen mahdollisuus on suljettava pois.

Työn valmistelu
Kuinka hitsata metalli oikein?Hitsattava paikka on puhdistettava metalliksi ja kuivattava. Hitsaustyöt on kielletty märällä säällä, sateella ja negatiivisissa ilman lämpötiloissa. Älä anna hitsauskoneen ja elektrodien kastua.
Kuinka hitsata metallia sähköhitsauksella?
Hitsaus suoritetaan vakiojännitteellä tai vaihtojännitteellä. Muuntajahitsauskoneet tarjoavat hitsauksen vaihtojännitteellä.

Tasavirtahitsauksessa on kaksi vaihtoehtoahitsauskoneen liittäminen. Kun plus on kytketty massaan ja miinus elektrodiin (tätä kutsutaan suoraksi napaisuudeksi), metalli lämpenee enemmän, sulamisalue syntyy syväksi ja kapeaksi. Tällaista osaa käytetään paksua metallia hitsattaessa ja se johtaa elektrodien taloudelliseen kulutukseen. Vastakkaisen kytkennän (päinvastainen napaisuus) ollessa kyseessä elektrodi lämpenee voimakkaammin ja kuluu nopeammin, sulamisalue osoittautuu leveäksi ja matalaksi. Siksi päinvastaista napaisuutta käytetään vain ohuiden metallilevyjen hitsauksessa.
Taajuusmuuttajien erityispiirteet
Kuinka keittää metallia invertterillä oikein?Invertterihitsaajat muuttavat teollisuusverkon vaihtojännitteen korkeamman taajuuden pulssijunaksi ja tuottavat sitten tasajännitevirran. Koska nämä muunnokset toteutetaan elektronisella virtapiirillä, taajuusmuuttajalla ei ole juurikaan vaikutusta virransyöttöverkkoon käytön aikana, sillä on tasaisempi lähtöjännite ja sille on ominaista pieni paino ja mitat. Tuloksena olevan hitsin laadun suhteen invertteri ei ole huonompi kuin muut vastaavat laitteet. Siksi hitsausinvertterit ovat viime aikoina yleistyneet hyvin, kun tällaisten koneiden hinnat ovat laskeneet. Tällaisen laitteen etuna on sen suhteellinen helppokäyttöisyys hitsauksessa.
Kuinka valita taajuusmuuttaja
Tärkeä taajuusmuuttajan parametri on jaksokuormitusvirta (PV). Tämä taajuusmuuttajan tehokkuutta kuvaava arvo osoittaa hitsausajan ja joutokäynnin suhteen. Kodinkoneet eivät toimi jatkuvasti. Niiden tulisi jäähtyä säännöllisesti. Joten, taajuusmuuttajan 30%: n käyttöjakso tarkoittaa, että jokaisen 3 minuutin hitsauksen jälkeen joudut odottamaan 7 minuuttia, kunnes lähde jäähtyy. Jos yrität jatkaa työskentelyä keskeytyksettä, laite voi palaa. Tai suojaus toimii ja se sammuu. Siksi sinun tulisi valita taajuusmuuttaja, jonka käyttöjakso on vähintään 60% ja maksimivirta vähintään 140-160 A.
Valmistautuminen työskentelemään taajuusmuuttajan kanssa
Saadaksesi kokemusta siitä, miten oikeinmetallin keittämiseksi invertterillä on ensin suositeltavaa työskennellä vähintään 2-3 mm paksun metallin kanssa ja käyttää 3 mm: n elektrodeja. On parempi ostaa uusia elektrodeja. Vanhat vanhentuneet, lainatut muilta, ovat todennäköisesti kosteita ja käyttökelvottomia.

Kuinka hitsata metalli oikein? Jos yrität hitsata ensimmäisen kerran yhden metallipalan pintaa hitsaamatta sitä ensin toiseen kappaleeseen.
Harkitse työn järjestystä.
Ensinnäkin elektrodi on kytkettävä pidikkeeseen ja maadoitusjohto hitsattavaan työkappaleeseen liittimellä. Johtojen muut päät on kytkettävä taajuusmuuttajan lähtöihin suorassa napaisuudessa.
Toiseksi, laite on kytkettävä päälle ja asetettava sen lähtöparametrit suositusten mukaisesti riippuen hitsattavan materiaalin paksuudesta ja valitusta elektrodin koosta.
Metallihitsaustekniikka tarjoaa senmetallin lämmittämiseksi korkealaatuisen hitsin saamiseksi vaadittavaan lämpötilaan on tarpeen ottaa elektrodi, joka vastaa materiaalin paksuutta. Mitä paksumpi jälkimmäinen on, sitä suurempi metallikerros se voi lämmetä ja sitä suurempi virta on asetettava invertterille sähkökaaren muodostamiseksi. Samalla, mitä suurempi virta, sitä nopeammin metalli sulaa ja sitä nopeammin elektrodi kuluu. Ohuelle metallikerrokselle suurella virralla ja paksulle elektrodille muodostuu usein reikiä, jotka palavat materiaalin läpi. Jos virta on liian matala, joko sähkökaarta ei tapahdu, tai kun se tapahtuu, saadaan huonolaatuinen sauma, ns. Palamaton.
Kolmas asia, johon kannattaa kiinnittää huomiota, onsähkökaaren muodostuminen. Voit tehdä tämän naarmuttamalla elektrodin päätä hitsattavassa paikassa, kuten laatikossa oleva tulitikku, poistamatta elektrodin päätä metallista. Kun kaari tapahtuu, metalliin muodostuu punainen täplä. Mutta tämä ei ole vielä sulaa metallia, vaan vain virta, joka muodostuu, kun elektrodin jauhekuori sulaa. On odotettava, pitäen elektrodin päätä 1-4 mm: n etäisyydellä metallipinnasta, kunnes metalli kaaren paikassa lämpenee, kunnes muodostuu ns. Hitsausallas - pisara sula metalli, jolle on tunnusomaista kirkkaan oranssi väri ja vapina nykyisestä virtauksesta.
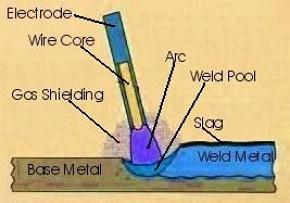
Neljänneksi, on tarpeen siirtyä kohti suoritettuasauma elektrodin yksi tai kaksi millimetriä päätä pitämällä sitä jälleen määrätyllä etäisyydellä metallista. Odota uudelleen pisaran muodostumista ja niin edelleen, liikkumalla suoritettavaa hitsaussaumaa pitkin. Kun elektrodi koskettaa metallipintaa, syntyy oikosulku, kaari katoaa, invertteri katkaisee virran. Siksi saumaa tehtäessä tulisi yrittää pitää vakio etäisyys elektrodin pään ja metallipinnan välillä, tuoden elektrodi vähitellen lähemmäksi sitä palamisen aikana. Pikemminkin elektrodi ei palaa, vaan sulaa, hitsisulassa oleva metalli muodostuu pääasiassa elektrodin metallisydämestä. Elektrodin pinnan jauhepäällyste sulaa muodostaen vuon ja kaasut, jotka estävät hapen virtauksen ympäröivästä ilmasta hitsauskohtaan ja metallien hapettumisen, ja auttavat myös korkealaatuisen hitsin muodostamisprosessissa.
Elektrodia on suositeltavaa pitää kiinni hitsausprosessin aikananoin 30 asteen kulmassa kohtisuoraan hitsattavaan kappaleeseen kompaktin hitsisulan muodostamiseksi, ja näet selvästi hitsikohdan. Mitä enemmän elektrodi on kallistunut osaan hitsausprosessin aikana, sitä pidempään vastakkaiseen suuntaan tulee lämmitetyn metallipinnan täplä ja sitä pidempi hitsisulan muodostumisaika samalla virralla. Kulutettavan metallin kapein kohta saavutetaan, kun elektrodi on kohtisuorassa metallipintaan nähden. Mutta tässä tapauksessa hitsaajan on vaikea tarkkailla hitsausprosessia. Siksi tätä asentoa käytetään vain hitsattaessa vaikeasti saavutettavissa paikoissa.

Kuinka hitsata metalli invertterillä oikein?
Harjoittanut hitsaussaumaayksinkertainen pinta, voit aloittaa metalliosien liittämisen. Prosessi on samanlainen, ero on siinä, että hitsattava osa on ensin kiinnitettävä oikeaan paikkaan puristimella tai muulla tavalla, ja kun hitsisulake ilmestyy, siirrä elektrodin päätä ei suoraan saumaa pitkin, vaan siksak-liikkeissä sauman keskeltä kohti ensimmäistä, sitten muita osia, vähitellen liikkuen saumaa pitkin, yhdistämällä ne tällä tavalla.
Tärkeintä on, että menestys tulee kokemuksella.Ostamalla sen voit oppia tekemään hitsaustyön omin käsin sen sijaan, että käyttäisit ulkopuolisten asiantuntijoiden palveluja (melko paljon rahaa). Onnistunut oppiminen ja työ!











