Modern teknoloji hayal bile edilemezdişli bağlantılar olmadan kendiniz. İpliğin diğer çıkarılabilir ve tek parça bağlantı elemanlarına kıyasla bir takım avantajları vardır: Sıkıştırma kuvveti, vücut parçalarının olası tahribatını ortadan kaldıran bir dinamometre kullanılarak ayarlanabilir. Böyle bir bağlantı dinamik yüklere iyi dayanır, sökülmesi ve yeniden takılması kolaydır.
Ancak, dişli bağlantıların kullanımısadece endüstri ile sınırlıdır. Evde, günlük yaşamda, bir ipliği kesmek çok sık gereklidir. Bunu nasıl ve hangi sırayla yapmak doğru? Bunun için hangi araç gerekli? Makale, bu konuda benzer deneyimi olmayan kişilere yardımcı olacak faydalı bilgiler içermektedir.
araç
Diş, silindirin dış yüzeyinde (dış) veya deliğin yüzeyinde (iç) bir tür sarmal oluktur.
Dış dişliyi kesmek için bir kalıp, iç dişli için bir kılavuz kullanılır.
Ancak bu yöntem ve araç yalnızcaev koşulları veya onarım üretimi, çünkü kesim için çok zaman gerektirirler. Donanımın (cıvataların) seri üretiminde, iplik kesilmez, ancak metalleri basınçla işlemek için özel ekipman üzerinde yuvarlanır. Bu durumda, iş parçasının 750 derecenin üzerinde bir sıcaklığa ısıtılması önemlidir (daha sonra dinamik yeniden kristalleşme ve doku eliminasyonu meydana gelir). Bu performans kesin değildir. Ve bu nedenle, kritik bağlantılar için dişler kesilir.
Dişli yüzey, vidalı bir torna tezgahında işlenerek elde edilebilir. Bunun için hem kılavuzlu bir kalıp hem de özel tornalama aletleri kullanılabilir.
Ayrıca elektroniğin hızlı gelişimi, tornalama ve hatta CNC freze makinelerinde dişli yüzeylerin işlenmesini mümkün kılmıştır.

Genel bilgi
BDT ülkelerinin topraklarında, standartmetrik iplik. Kesitinde açısı altmış derecedir. Batı ülkelerinde bir inç diş (55 derecelik bir açı) kullanılır. Bir araba veya başka bir ekipman için herhangi bir yedek parça satın alırken bu durum hatırlanmalıdır.
Kesitteki diş dişlerinin geometrik şekline bağlı olarak dikdörtgen, üçgen, yamuk ve diğer seçenekler ayırt edilir.
Özel bir diş tipi vidalı mildir.Sadece takım tezgahı yapımında uygulama buldu. Yoğun kullanımda sarmal yüzey aşınır. Bununla birlikte, bilyalı vidaların tasarımı, geri tepmeyi ayarlamanıza ve ortadan kaldırmanıza olanak tanır.
Sağ elli iş parçacığı var (çoğuortak) ve sol (sınırlı ve son derece özel kullanıma sahip). Soldan diş açma için zar veya kılavuz bulamazsınız. Tornada kesmek belki de mümkün olan tek yoldur. Diğer sürümlerin yokluğunda kullanılması önerilir.
Dış diş: bir kalıba nasıl kesilir
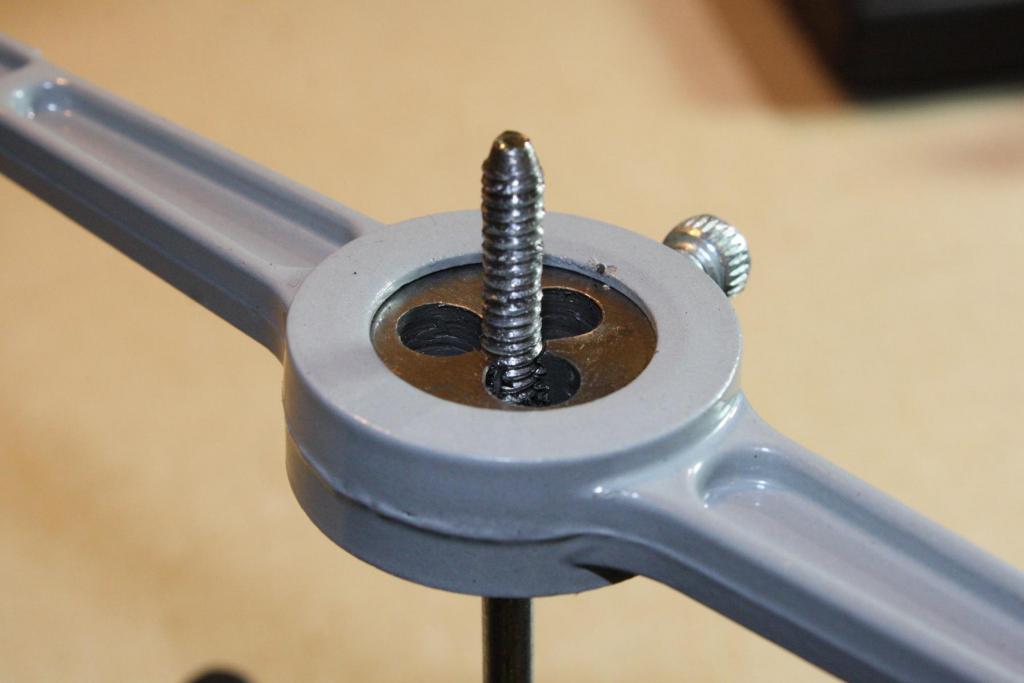
Kesmenin en kolay ve en hesaplı yoludış silindirik yüzeydeki dişler - bir kalıp kullanın. Tasarıma bağlı olarak cihaz yuvarlak, prizmatik, kayar olabilir.
Yuvarlak kalıp biraz bir somunu andırıyor.Sadece dış kontur bir altıgen değil, topuza tutturmak için küçük girintilere sahip sıradan bir dairedir. Bir diş kesilirken talaşların çıkması için üç oluğun varlığında somundan farklıdır.
Yuvarlak kalıplar sadece bir diş oluştururalet geçişi. Bu nedenle, çalışmaları sırasında kesme bölgesine yağlayıcı sağlamak gerekir. Bu şekilde elde edilen maksimum diş çapı 52 milimetredir.
Kayar plaka iki özdeş parçadan oluşur. Belli bir boşlukla kalıba monte edilirler. İş sürecinde parçalar birbirine yaklaşır.

Dış dişleri keserken iş parçasının çapının seçimi
Dış çap boyutunun doğru seçimiorijinal iş parçası, ortaya çıkan ipliğin kalitesinin garantisidir. Yüzeydeki (delikte) dişler (hem dış hem de iç) ancak belirli gereksinimlerin karşılanması durumunda mümkündür. Kalıbın kırılmaması ve sıkışmaması için silindir çapı, nominal dişten milimetrenin birkaç onda biri kadar küçük olmalıdır. Kesme işleminde, metal bir dereceye kadar sıkıştırılacak ve kalıbın şeklinde doldurulacak, böylece boşluk minimum olacaktır.
Dış kesim için yüzey hazırlığı
Bir çubuk nasıl işlenir?Haddelenmiş çubuğun çapının, bir torna tezgahında siyahlığın giderilmesi için bir pay olması için dişin çapını en az bir milimetre aşması gerektiğine dikkat edilmelidir. Siyah bir işlem görmemiş yüzeyde kesim yapmak son derece istenmeyen bir durumdur: kalıbın metalik olmayan bir kapanım ve kırılma bulma olasılığı yüksektir.
Tornada dış çapa kanal açtıktan sonramakinenin bir pah öğütmesi gerekiyor. Bu eleman, ilk olarak, kalıbın daldırılmasını sağlamak ve ikinci olarak, bir torna tezgahında uç keserken elde edilen keskin bir çapağı gidermek için gereklidir.

Eylemlerin sırası
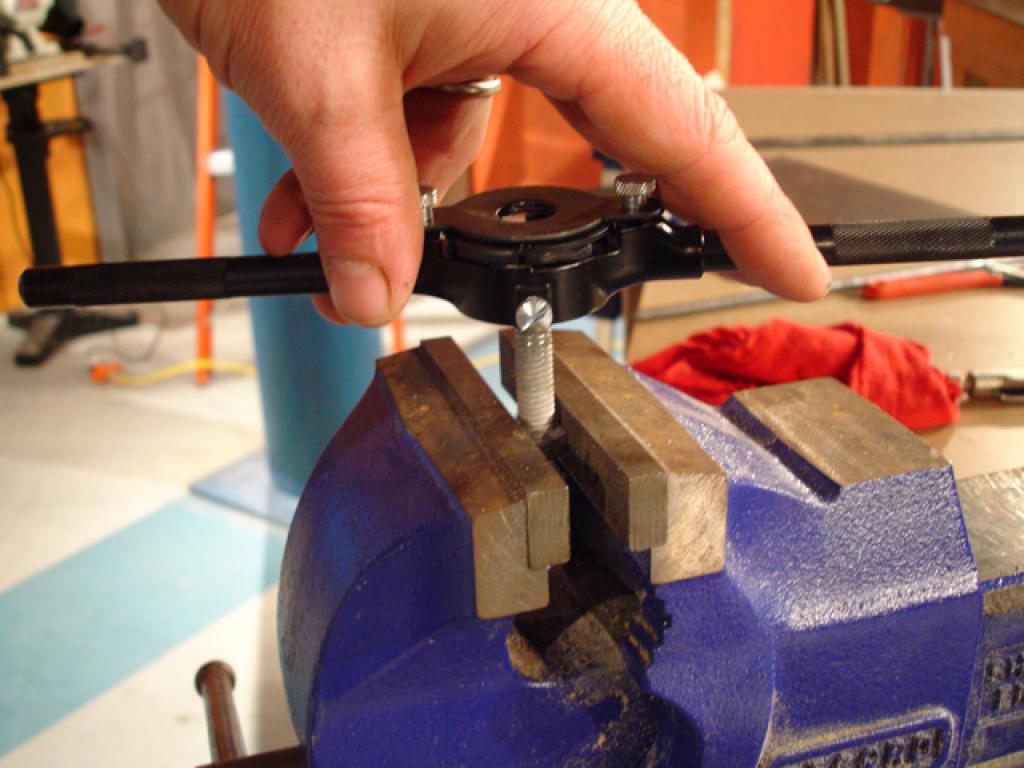
İplikler nasıl doğru kesilir? Bu işlemin manuel olarak gerçekleştirilmesi aşağıdaki sırayla gerçekleştirilir:
- Orijinal iş parçası bir tezgah mengenesine sabitlenmiştir. Bu durumda, dikey konumdan herhangi bir bozulma ve sapma olmamalıdır.
- Kalıp kranka takılıdır. Kalıbın uç yüzü, kalıp tutucunun yüzü ile eşleşmelidir.
- İlk dönüş çok az çabayla gerçekleştirilir: asıl şey yönü doğru ayarlamak ve kalıbın eğrilmesini önlemektir.
- İplik tüm uzunluğu boyunca kesildikten sonra, anahtar saat yönünün tersine dönmeye başlamalıdır.
İç diş çekme teknolojisi
Bu durumda şekillendirme aracımusluktur. Bu aletle iplik nasıl kesilir? Prensip olarak, aynı zamanda oldukça basittir: metalde diş kökünün çapından biraz daha büyük bir çapa sahip bir delik açılır, musluğun kendisi bir sap ile topuzun içine sokulur, ardından deliğe vidalanmaya başlar , ipliği aynı anda kesme. Dıştan, alet bir cıvata gibi görünüyor. Yüksek mukavemetli alaşımlı takım çeliğinden yapılmış ve talaş tahliye kanallarına sahip tek modeldir.
Dişleri manuel olarak kesin - hem bir kalıpla hem debir musluk çok zor bir iştir ve belirli bir deneyim olmadan bu işlemi (her şeyden önce fiziksel olarak) gerçekleştirmek zor olacaktır. Süreci kolaylaştırmak için özel alet takımları mevcuttur. Böyle bir set, üç farklı kılavuz (kaba, yarı terbiye ve terbiye) kullanırken dişleri bir geçişte değil, üçte kesmenize izin verir.

Boru yüzeyindeki iplik
Sıhhi tesisat işleri yaparken, genellikleboru üzerinde bir iplik kesmek gerekli hale gelir. Nasıl yapılır? Temel farklılıklar yoktur. Tek fark, borunun içi boş olmasıdır. Bu kadar. Bu amaçlar için geleneksel bir kalıp ve bir topuz veya bir vidalı torna tezgahı kullanılabilir.
Ayrıca boru yüzeyinde işlemi gerçekleştirmek için saplar olarak adlandırılanlar kullanılır. Bu durumda hem kayar hem de katı kalıplar kullanılabilir.
Kesme prosedüründen önce güvenilir birboru bölümünün sabitlenmesi (bir mengenede veya özel prizmalarda), ardından yüzey kir ve oksitlerden temizlenir, şerit testeredeki çapak çıkarılır. Yüzeyin yağ ile yağlanması tavsiye edilir. Ancak bu hazırlık işlemlerinden sonra doğrudan kesime geçilebilir.

Makinede iplik geçirme
Elle diş açma zor bir el işidir. Bu nedenle, ustanın metal işleme ekipmanının yardımına başvurma fırsatı varsa, kullanılmalıdır.
Tornada iplik nasıl kesilir?Üniversal vidalı torna tezgahı, bu işlemin çeşitli şekillerde gerçekleştirilmesine izin verir: bir kalıp (dış), bir kılavuz (iç) ve ayrıca sert lehimli bir plaka ile bir diş şeklinde özel olarak bilenmiş bir torna aleti ile. takım çeliği veya değiştirilebilir plakalı bir alet.
Bir kalıp ve bir kılavuzla kesim yaparken, iş parçasıüç çeneli kendinden merkezlemeli bir aynaya takılır, ardından makine tahriki açılır ve iş mili dönmeye başlar. Güvenlik nedeniyle dönüş hızı minimum (saniyede bir veya iki devirden fazla değil) olmalıdır. İş parçasının ucuna bir topuzlu bir kalıp (musluk) takılır ve hafifçe bastırılır. Ardından, istenen uzunlukta ipliği kesene kadar düğmeyi tutmak gerekir. Sonra tersi açılır ve kalıp ters yönde gevşetilir.
Bir kesici ile kesim birkaç geçişte gerçekleştirilir. Bu durumda, milin bir devri için kesici, adıma eşit bir miktarda eksenel yönde hareket eder.










