A eficácia e qualidade do trabalho dependem dedisponibilidade das ferramentas, materiais e habilidades necessárias. O conhecimento da teoria também afeta significativamente o sucesso em qualquer negócio, em qualquer direção. O trabalho de soldagem é considerado um dos mais comuns.

Este tipo de atividade requer materialequipamento, experiência de trabalho e conhecimento teórico. Com o domínio das informações necessárias, a pessoa tem uma ideia do que é uma costura, qual a classificação das costuras soldadas e como escolher a melhor opção de adesão de diversos produtos metálicos.
O que é um cordão de solda?
Durante a soldagem, o processo envolveutrês seções metálicas: com a ajuda da terceira, que atua como um eletrodo, duas peças de ferro são fixadas uma à outra. Na junção das peças metálicas entre si, ocorre um processo térmico, formando uma costura. Assim, uma costura é uma parte de uma estrutura metálica resultante da ação do ferro fundido e solidificado.

Todos os metais podem ser soldados.Possuem características estruturais próprias, de acordo com as quais é selecionado um determinado tipo de fixação. A classificação das soldas é feita em função do tipo de adesão, material e outros parâmetros. Cada conexão tem suas próprias instruções e sua própria ordem de execução.
Dimensões
Existe uma classificação de soldas por comprimento. Dependendo do tamanho, as costuras de soldagem são:
- Baixo. O tamanho não ultrapassa os 30 cm. Essa costura surge como resultado de uma soldagem realizada em uma direção do início ao fim.
- Média. O comprimento da costura é de 30 cm a 1 metro.Essas costuras são soldadas do meio para as bordas. O método da etapa inversa é ideal para eles. A sua essência reside no facto de toda a costura ser dividida em várias secções, que são processadas alternadamente por soldadura. Cada um desses segmentos tem comprimento de 10 a 30 cm.
- Longo (mais de um metro). São soldadas da mesma forma que as costuras do meio, com a única diferença de que o número de seções aqui será maior.
Tipos de juntas soldadas
A classificação das soldaduras também é feita de acordo com o tipo de fixação. Existem quatro tipos de conexões:
- bunda;
- tavrovoe;
- sobreposição;
- angular.
O tipo mais comum
Durante a colagem de topo, a espessura do produto é levada em consideração. Isso economiza uma quantidade significativa de material.

A embreagem de bunda é considerada a mais popular. Isso se deve ao fato deste processo de soldagem ser o mais rápido e econômico.
Soldagem em T. Recursos e recomendações
Este tipo de embreagem é caracterizado por um formato de Ta forma de união de produtos de metal. Como na adesão de topo, atenção especial é dada à espessura do metal, dependendo de quais costuras são unilaterais e bilaterais.

Ao aplicar este tipo de embreagem, você deve seguir as seguintes recomendações:
- Ao realizar a soldagem em T ao unir dois produtos com espessuras diferentes, é necessário segurar a tocha de soldagem em relação ao produto mais espesso em um ângulo de 60 graus.
- O trabalho de soldagem pode ser facilitado seorganizar a estrutura "no barco". Esta posição da peça de trabalho excluirá rebaixos, áreas mal cozidas perdidas, que são considerados os defeitos mais comuns para este tipo de adesão.
- Se uma passagem da tocha de soldagem revelar-se ineficaz, visto que podem permanecer áreas defeituosas, elas devem ser soldadas vibrando os eletrodos de soldagem.
- Na junta em T, a soldagem unilateral também pode ser limitada. Para isso, é necessário utilizar o equipamento de soldagem Oineo Tronic Pulse, que permite realizar a soldagem RW.
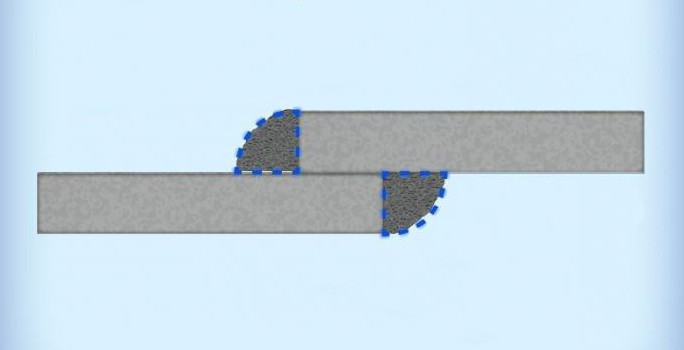
Soldagem de sobreposição
O princípio deste tipo de conexão éSoldadura frente e verso de produtos com espessura não superior a 1 cm. Esta soldadura é utilizada nos casos em que é necessário evitar a entrada de humidade no espaço entre as chapas de aço. Como resultado deste trabalho, duas costuras são formadas. Esse tipo de junta soldada é considerada de longa duração e não é econômica, pois mais materiais são necessários para a obra.
Pega de canto
Este tipo de soldagem é usado para conectarprodutos de metal em uma posição perpendicular entre si. Dependendo da espessura das chapas, a soldagem em ângulo é caracterizada pela presença ou ausência de bordas chanfradas. Se necessário, este tipo de conexão é feito a partir do interior do produto.

Formas de soldas
A classificação das soldas de acordo com a forma da superfície externa define três tipos:
- Plano.Eles são eficazes para cargas dinâmicas e alternadas, uma vez que essas costuras (como as côncavas) não têm concentração de tensões que podem causar mudanças bruscas e destruir a ligação de soldagem.
- Côncavo.A concavidade da costura é considerada aceitável se não exceder 0,3 cm, caso contrário, a concavidade da solda é considerada excessiva e é considerada um defeito. O nível de concavidade é medido na área onde ocorre a maior deflexão.
- Costuras convexas.Eles surgem como resultado do acúmulo de uma grande quantidade de metal solidificado e são considerados antieconômicos. Mas, ao mesmo tempo, uma junta soldada que dá uma costura convexa é mais eficaz sob carga estática do que uma junta com uma solda plana ou côncava. O índice de protuberância é a distância da superfície do metal base até o ponto da maior saliência. As convexidades são consideradas padrão se não excederem 0,2 cm para a solda inferior e não mais que 0,3 cm para as soldas feitas em outras posições.
Classificação de soldas por posição no espaço
De acordo com o critério de colocação no espaço, existem quatro tipos de costuras, cada uma com suas próprias características e recomendações para soldagem:
- Costuras inferiores.Em termos técnicos, são considerados os mais simples. As costuras inferiores são soldadas em uma superfície plana na posição inferior. Este processo é caracterizado por alta eficiência e qualidade. Isso se deve às condições mais confortáveis para o soldador. O peso do metal fundido é direcionado para a poça de fusão localizada na posição horizontal. É fácil acompanhar a soldagem das costuras do fundo. O trabalho é feito rapidamente.
- Costuras horizontais. É um pouco mais difícil de soldar.O problema é que o metal fundido, sob a influência de seu peso, flui para as bordas inferiores. Isso pode resultar em corte inferior na borda superior.
- Costuras verticais. Eles são o resultado de juntas de produtos metálicos colocados em um plano vertical.
- Costuras do teto.Esta soldagem é considerada a mais difícil e responsável. É caracterizado por um conforto mínimo. Durante o processo de soldagem, a liberação de escórias e gases torna-se mais difícil. Nem todos conseguem lidar com esse negócio, é preciso muita experiência, pois não é fácil manter a escória caindo na face durante o trabalho. Ao mesmo tempo, é importante observar a qualidade e a força da conexão.
Como as soldas e as juntas são designadas?
Classificação e designação de soldasé feito usando ícones, linhas e líderes especiais. Eles são colocados no desenho de montagem e na própria estrutura. A classificação das juntas soldadas e costuras é indicada, de acordo com o documento normativo, utilizando linhas especiais, que podem ser sólidas ou tracejadas. Soldas contínuas são visíveis, soldas tracejadas são invisíveis.
Os símbolos de costura são colocados na prateleira detextos explicativos (se a costura estiver localizada na frente). Ou, pelo contrário, debaixo da prateleira, se a costura for colocada no verso. Os ícones indicam a classificação das soldas, sua descontinuidade, a colocação dos segmentos para soldagem.
Ícones adicionais estão localizados próximos aos principais. Eles contêm informações de apoio:
- sobre a remoção do reforço da costura soldada;
- no tratamento de superfície para uma transição suave para o metal de base e para prevenir flacidez e irregularidades;
- sobre a linha ao longo da qual a costura é feita (se está fechada).
Para designs e produtos idênticos do mesmo GOSTconvenções e especificações padrão são fornecidas. Se houver costuras idênticas na estrutura, é melhor atribuir-lhes números de série e dividi-los em grupos, aos quais também são atribuídos números por conveniência. Todas as informações sobre o número de grupos e costuras devem ser indicadas no documento regulamentar.
Posição da costura
A classificação das soldas é baseada na posição da solda. Eles são:
- Unilateral. Formado a partir de chapas soldadas, cuja espessura não excede 0,4 cm.
- Dupla face.Ocorrem durante a soldagem frente e verso de chapas com espessura de 0,8 cm. Para cada caso de ligação, recomenda-se deixar folgas de 2 mm para garantir a qualidade da adesão.
Possíveis falhas
Podem ocorrer defeitos durante o trabalho de soldagemdevido à amperagem excessiva e tensões de arco. Também pode ser o resultado do manuseio incorreto dos eletrodos. Classificação de defeitos em costuras soldadas de acordo com sua localização:
- Interno. Para identificá-los, é utilizada uma técnica que consiste no controle: não destruir a estrutura, destruir no todo ou em parte.
- Exterior. Eles são facilmente identificados por exame externo.
Devido à violação do modo de soldagem causada pela falta de experiência necessária, trabalho preparatório insuficiente, medições incorretas, os defeitos são divididos em:
- Falta de fusão.Ela se manifesta na ausência local de fusão entre os elementos conectados. O defeito leva a um aumento na concentração de tensões e uma diminuição na seção transversal da solda. Um projeto com essa falha é caracterizado por resistência e confiabilidade reduzidas. O motivo da falta de penetração pode ser amperagem insuficiente e soldagem em modo rápido.
- Corte inferior. O defeito consiste em uma diminuição local da espessura do metal base. Esse problema ocorre perto das bordas das costuras de solda.
- Burn-through. A falha parece uma cavidade na solda. Isso ocorre devido ao vazamento de metal fundido da poça de fusão. Burn-in é um defeito inaceitável e precisa ser corrigido com urgência.
- Uma cratera ou depressão não curada. Ocorre devido a quebras de arco durante a aproximação ao final da costura.
- Dissolver. O defeito se manifesta na absorção do metal de solda no metal de base sem sua fusão.

As causas dos defeitos podem ser muito diferentes, mas são igualmente capazes de reduzir a força de adesão, confiabilidade operacional, precisão e prejudicar a aparência do produto.







