Som vanlig er sluttbruket i utgangspunktetutført med flere skjæreblad, eller som de sier, med tenner. Blant alle typer av denne rørleggerenheten er det en imponerende variasjon, avhengig av den geometriske utformingen: sylindrisk, konisk, ende, ende, orm og andre. De er i stand til å behandle forskjellige materialer - rustfritt og herdet stål, tre, grafitt, støpejern, kobber, aluminium. Materialsammensetningen til skjæredelen av kutteren er alltid veldig solid; det kan være keramikk, høyhastighetsstål, cermets, diamantsteiner, en rekke kardet ledninger. Utformingen av kutteren utføres i hele versjonen, når den fullstendig består av ett materiale, i den sveisede versjonen, der skaftet og skjæredelen er forbundet med sveising. Loddet verktøy plasserer loddede skjæreelementer på seg selv, og prefabrikkerte består av forskjellige materialer, men de er satt sammen ved hjelp av festemidler - skrue, bolt, mutter.


- endetaster med haler med sylindrisk og konisk form;
- vanlig med en tonehøyde av ujevn orden;
- hard legering nøkler;
- utstyrt med harde kroner og skrueplater;
- for segmentnøkler;
- for T-riller.

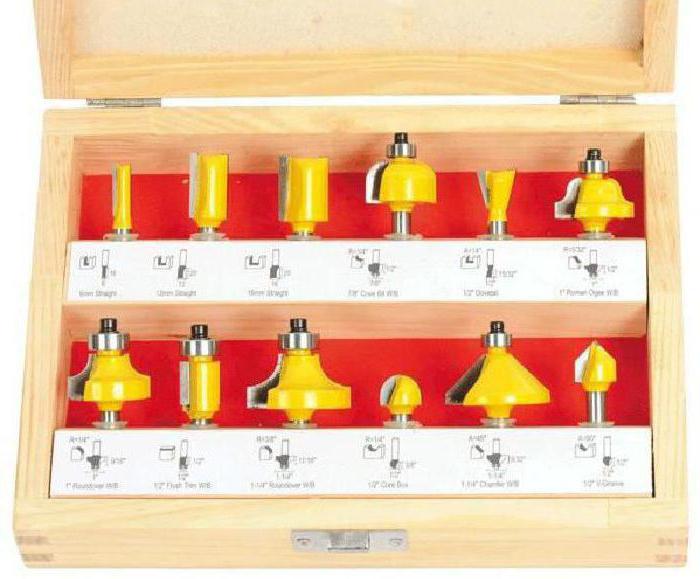
Produsenter av fabrikker har solgt mange varianter av sluttverktøy. Imidlertid har alle modeller en rekke vanlige elementer.
- Kuttekanter.En typisk sluttmølle har plass til en eller flere skjærekanter. En kant er etterspurt i tilfeller der høy produktivitet er nødvendig, og rensligheten på arbeidsflaten er et sekundært spørsmål. For treforedling brukes kuttere med to skjærekanter. Dette gir en balanse mellom kvaliteten på utført arbeid og effektivitet. Skjærekanter kan være laget av både høyhastighetsstål og karbid. Rutebiter med karbidspiss har en tendens til å koste litt mer.
- Shank. Det er preget av diameter og lengde.Diameteren skal som vanlig tilsvare det som er i maskinens spjeld. Hylser med dimensjoner 8 og 12 mm regnes som standarden i europeiske land. Selv om de fleste globale produsenter tilbyr tilleggskassetter med forskjellige diametre til maskinene sine. Lengden på skaftet er ikke kritisk.
И, наконец, упорный подшипник.Ikke hver sluttfabrikk er utstyrt med den. Tilstedeværelsen av et lager gjør det mulig å utføre profilfresing uten å ty til et parallelt stopp - arbeidsflaten på sideflaten tar denne rollen. Når du beveger seg rettlinjet langs ansiktet, bestemmer lageret banen til kutteren.