Sudarea este de obicei folosită în asamblareactivități dacă trebuie să asigurați un grad ridicat de fiabilitate a conexiunilor. În multe cazuri, nu există alternativă la fuziunea termică, dar există multe tehnici diferite pentru implementarea acesteia, ca să nu mai vorbim de condițiile de lucru. În consecință, metodele de verificare a calității cusăturii rezultate diferă și ele. Specialiștii folosesc testarea nedistructivă a îmbinărilor sudate, care permite menținerea structurii materialului în zona îmbinării și performanța structurii în ansamblu.

Standarde de reglementare (GOST)
Implementarea metodelor de testare nedistructivăefectuate în conformitate cu standardele tehnice stabilite. O secțiune GOST numerotată 3242-79 este prevăzută special pentru sudare. Ghidat de regulile acestei secțiuni, maestrul poate aplica una sau alta metodă de control. Standardele descriu nu numai tehnica de testare, ci și echipamentul. În unele cazuri, sunt permise abateri de la cerințele prevăzute de acest GOST. Testarea nedistructivă a îmbinărilor sudate în acest caz se concentrează pe metodele de evaluare a calității care sunt recomandate pentru operațiunile de detectare a defectelor în legătură cu metale și aliaje specifice. Cu toate acestea, în astfel de situații ar trebui să se bazeze pe cerințele GOST, dar într-o secțiune diferită - 19521-74.

Ce defecte sunt detectate?
Există mai multe grupuri de defecte careajuta la descoperirea tehnologiilor de testare nedistructivă. La nivel de bază, sunt identificate defectele de suprafață ale cusăturii. Astfel de abateri de la normă pot fi detectate în timpul unei examinări externe, chiar și fără utilizarea unui echipament special. De exemplu, testarea nedistructivă externă a îmbinărilor sudate ajută la identificarea zonelor de discontinuitate care se extind până la suprafață. Defectele interne nu pot fi detectate fără mijloace tehnice adecvate. Determină forma cusăturii, caracteristicile acesteia și gradul de fiabilitate.
Cu toate acestea, nu este întotdeauna prezența unui defect ca atareindică neadecvarea designului sau a produsului pentru utilizarea ulterioară prevăzută. Din nou, conform standardelor, sudura poate avea abateri critice și nesemnificative. Sarcina controlului este tocmai de a detecta defectele critice, care sunt determinate ca neconforme cu cerințele de funcționare a materialului.

Echipament pentru metoda de testare acustica
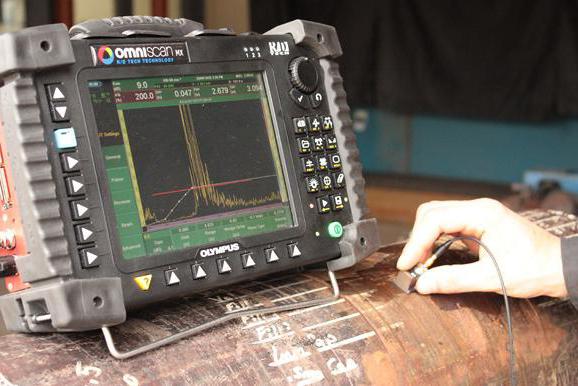
Această metodă de verificare a structurilor pentru prezențădefecte la suduri este una dintre cele mai avansate, precise și eficiente din punct de vedere tehnologic. În comparație cu alte tehnici moderne de inspecție, se distinge și prin versatilitatea sa. Poate fi folosit atât în interior, cât și în condiții de câmp fără alimentare. Testul folosește un detector de defecte cu ultrasunete, format din mai multe module funcționale. În special, această testare nedistructivă a îmbinărilor sudate implică utilizarea traductoarelor piezoelectrice, care conțin componente hardware pentru recepția și împrăștierea undelor ultrasonice. Dispozitivul generează impulsuri de vibrații ultrasonice și, de asemenea, primește semnale reflectate, care sunt prezentate operatorului într-o formă convenabilă pentru analiză. Examinând amplitudinea semnalelor, utilizatorul echipamentului determină parametrii defectelor.
Echipamente de monitorizare a radiațiilor
Această tehnică se numește radiațiedetectarea defectelor îmbinărilor sudate. Principiul cercetării în sine se bazează pe furnizarea de radiații ionizante. Pe măsură ce razele trec prin cusătură, intensitatea lor scade în funcție de grosimea și densitatea materialului. Modificările care apar în parametrii de radiație permit operatorului să determine prezența discontinuităților în grosimea conexiunii. În efectuarea acestei operații, se folosesc diverse surse de radiații cu raze X. Cel mai comun echipament pentru testarea nedistructivă a îmbinărilor sudate de acest tip este sub formă de acceleratori de electroni și detectoare de defecte gamma. Aceste dispozitive sunt combinate cu capacitatea de a lucra cu radiații radioizotopice. Producătorii ruși de mașini cu raze X pentru verificarea îmbinărilor sudate produc echipamente care oferă capacitatea de a controla intervalul de energie al radiației fotonice în medie de la 15 keV la 30 MeV.
Echipament de control termic
Evaluarea calitatii sudurii prinscanarea termică vă permite să lucrați cu o gamă largă de aliaje utilizate atât în industrie, cât și în industria construcțiilor. În ceea ce privește defectele detectate, analiza termică relevă cavități ascunse, fisuri, zone de lipsă de fuziune, incluziuni străine etc. Un radiometru încălzește direct și înregistrează zonele suspecte. Acesta este un dispozitiv care implementează testarea nedistructivă a îmbinărilor sudate ale structurilor metalice pe întreaga zonă. În timpul procesului de analiză, operatorul examinează atât structura subiacentă nedeformată, cât și îmbinarea. Prin compararea zonelor și cusăturilor intacte, se determină fiabilitatea structurii. Astăzi există diferite direcții ale acestei metode. În special, metoda imagistică prin vibrație-termică implică analiza vibrațiilor în timpul transferului de energie către un obiect.

Echipamente electrice de testare
Formarea unui câmp electric în jurula obiectului studiat vă permite, de asemenea, să determinați caracteristicile structurii interne a structurii la punctele de legătură. Pentru a aplica această metodă, se folosesc convertoare electrice capacitive de diferite tipuri. De exemplu, sistemele aeriene sunt caracterizate de eterogenitatea ridicată a câmpului electrostatic pe care îl generează. Această proprietate este utilă prin faptul că operatorul detectează fluctuații pe fundalul unei sensibilități ridicate în furnizarea de impulsuri inverse din material. Controlul electric nedistructiv al calității îmbinărilor sudate în structurile de tragere liniară utilizează traductoare de trecere. Un astfel de echipament este, în special, utilizat în evaluarea calității cusăturilor realizate pe sârmă, benzi metalice, tije etc. În funcție de electrozi, pot fi utilizate diferite scheme de alimentare cu curent.
Dispozitive pentru testarea penetranților
Aceasta este o gamă largă de metode careau ca scop detectarea si determinarea parametrilor defectelor interne. Detectoarele de defecte capilare sunt utilizate ca echipamente de lucru. Ele înregistrează caracteristicile acelorași cavități, structura lor, direcția, adâncimea și locația spațială. Mai mult, funcția lor este imposibilă fără utilizarea penetranților. Acestea sunt substanțe lichide sau granulare care, dacă este posibil, sunt introduse în cusătură și răspândite în cavitățile sale interne. Metodele penetrante de testare nedistructivă a îmbinărilor sudate implică utilizarea de penetranți cu caracteristici diferite. Acestea sunt un fel de dezvoltatori care oferă informații despre structura compusului detectorilor de defecte capilare. Există substanțe care sunt activate de ultrasunete, magnetice, de culoare și alte impulsuri. Unele compoziții au activitate chimică pronunțată, așa că imediat după testare este necesar să se trateze cusăturile cu așa-numitele amortizoare. Ele elimină impactul negativ al penetranților capilare asupra materialului obiectului, ceea ce permite ca această metodă să fie clasificată ca nedistructivă.

Detectarea scurgerilor într-o cusătură ca metodă de control
Această tehnică este în mare măsură legată de principiitehnologia anterioară de control, dar are câteva diferențe semnificative. Dacă metoda capilară se concentrează pe determinarea cu precizie a parametrilor cavităților interne, atunci detectarea scurgerilor are ca scop găsirea în mod fundamental a zonelor în care etanșeitatea este ruptă. În acest caz, sudura poate fi verificată nu numai cu substanțe lichide, ci și cu amestecuri de aer și gaze. Această metodă este adesea folosită înainte de tehnologia capilară, deoarece detectarea scurgerilor în sine înregistrează doar faptul unei scurgeri în articulație, dar nu oferă informații despre caracteristicile defectelor.
Cum este selectată metoda optimă de control?
Specialiştii pleacă de la sarcini caretrebuie efectuată cu ajutorul controlului. De exemplu, dacă vorbim despre o inspecție superficială, atunci te poți descurca cu tehnologia de detectare a scurgerilor menționată sau o inspecție vizuală cu experiență. Pentru o analiză mai profundă și mai precisă, se folosesc dispozitive cu ultrasunete, electrice și cu raze X. În continuare, se ia în considerare cât de eficientă poate fi cutare sau cutare testare nedistructivă a îmbinărilor sudate atunci când este implementată în condiții specifice. Astfel, tehnologia cu ultrasunete poate fi folosită în aproape orice condiții, dar este mai scumpă. Metoda electrică de scanare a defectelor este mai accesibilă, dar poate fi utilizată numai dacă există o sursă de curent stabilă.

concluzie
Verificarea cusăturilor în îmbinările structurilor metaliceeste cea mai importantă operațiune de verificare a fiabilității. Dacă rezultatele testului sunt pozitive, produsul sau structura poate fi utilizată în scopul propus. În plus, testarea nedistructivă a îmbinărilor sudate poate oferi informații despre vechile instalații de operare. De-a lungul timpului, chiar și cusăturile de înaltă calitate sunt supuse uzurii, așa că inspecția trebuie efectuată în mod regulat. După aceasta, și pe baza rezultatelor analizei, se dă o concluzie cu privire la starea tehnică a structurii. Pe baza acestui document, inginerul responsabil ia decizia fie de a elimina defectele, fie de a permite obiectului pentru utilizare ulterioară.











