A 16K20 hazai eszterga utalkategóriák csavarvágó eszközök. A kiadását 1973-ban a "Red Proletarian" gyárhoz igazították. A részek egy részét a Gomel gépi szerszámegységek üzeme szolgáltatta. A kérdéses gép modern analógja - GS526U egység. Az eszköz fő alkalmazási területe az ipari termelés, a magánszektorban a magas költségek és a meglehetősen lenyűgöző méretek miatt nem releváns.
Az eszterga jellemzői 16K20
A szóban forgó berendezést használjákmenetvágás (metrikus, moduláris, mélynyílás, hüvelyk) és néhány más esztergálási művelet. Ezt az egységet széles körben használták a posztszovjet országok iparágában. A modellt 1989-ben eltávolították a gyártásból, de a modern piacon azonos kínai példányt találhatunk azonos névtáblával.
A 16K20 eszterga fő paraméterei:
- Pontossági osztály - N.
- A munkadarab maximális átmérője 50 mm.
- Hasonló jelzőfény - 220 mm.
- A szervizelt termék hossza legfeljebb 2 méter.
- Kereszt / hosszirányú betáplálási határértékek - 1,4 / 2,8 mm / ford.
- A fő elektromos motor teljesítménye 11 kW.
- A gép hossza / szélessége / magassága 2,5 (3,79) / 1,19 / 1,5 m. A hossz a módosítástól függ.
- A komplett berendezéssel felszerelt berendezések tömege - 3,6 tonna.
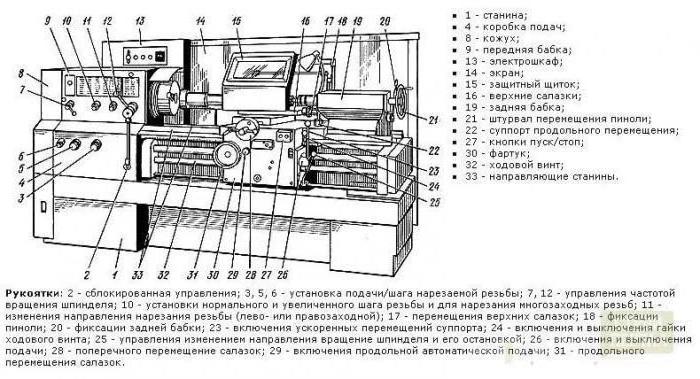
Menedzsment és berendezések
Az eszterga 16K20 drágamegfelelő felszerelést igényel. Először ismerkedjen meg annak vezetésével. A kézikerék és a kapcsoló manuálisan vezérelhető. Az egység ezenkívül egy központi szerszámtartóval van felszerelve, amellyel a mechanikus és kézi adagolás lyukait megmunkálják. Ebben az esetben a farok nem vesz részt.
A változtatható csúszka mozgatásávalA féknyereg a vágószerszám tengelyének és az orsó kölcsönhatása. A feldolgozás előtt be kell nyomni a retikelt a tartóba, amíg meg nem áll. A keresztirányú csúszka megváltoztatja a fáklya tengelyének helyzetét.
A 16K20 fém esztergagépek felszerelve vannakkemény stop mikrométer, felelős a hosszirányú mozgásért. Kérésre felső csúszdával és mechanikus lökettel ellátott eszközt kínálunk. Ezen túlmenően egy eszköz a többrétegű részek többszörös menetes menetére és kikészítésére szolgál. Ez az egység tartalmaz egy hidraulikus féknyerget, kúpos vonalzót és szerszámtartót.
A berendezés monolit alapjának vandoboz konfiguráció vörös-forró csiszolóvezetőkkel. A doboz ezenkívül a forgács összeszerelésére is szolgál, és egyben egy tartály, amely a munkafolyadék hűtéséért felel.

üzemzavarok
Bizonyos esetekben javításra vagy javításra lehet szükség.az eszterga egyes részeinek cseréje 16K20. A javítási munkákat leggyakrabban az ágy őrlése, csapágyak vagy súrlódó tengelykapcsoló-váltók cseréje során végzik. Egy hasonló sebességváltó-vezérlőegységben a sebességváltók és a csapágyak leggyakrabban megváltoznak.
Az kötény javítása a méh kicseréléseanyák, csapágyak, csiszolóvezetősínek. A féknyereg meghibásodásainak elhárításakor a csavarokat, anyákat, ékeket kicserélik, majd a vezetőelemeket őrlik. Ha vissza kell állítani a farokállomány munkaképességét, akkor a csapokat általában cserélik, a munka lyukakat fúrják és a vezetőelemeket selejtezik. A nagyjavítás az elektromos töltés cseréjét, az egység pontosságának és geometriájának ellenőrzését, hűtési rendszer telepítését is jelenti.
Esztergagépek javítása 16K20
Az előkészítő folyamat magában foglalja az ellenőrzéstfelszerelés alapjáraton. Ez lehetővé teszi a zaj és rezgési momentumok azonosítását az orsó különböző pozícióiban. Ebben a szakaszban egy prototípus feldolgozható a tartók állapotának meghatározására. Az ilyen manipuláció kötelező, mivel lehetővé teszi olyan hibák észlelését, amelyek működés közben gyakorlatilag nem észrevehetők.

Az őrlés az összes kiálló széle és a tisztításagödrök a gép csontvázának felületén. Az ágy az asztalra van felszerelve, rögzítve a belső sarkokhoz. Ebben a szakaszban pontosan ellenőrizni kell a szerelvény párhuzamos helyzetét a munkapad felületéhez viszonyítva. Ezt meg lehet tenni az építési szint felhasználásával. Az ágyat bélések és csavarok rögzítik 0,05 mm elhajlással.
A vezetőelemek visszaállítása
Egyes növények vizsgálati keményedést végezneka gépet hengerrel gördítéssel. Egyes esetekben edzést is alkalmaznak, ami növeli az alkatrészek kopásállóságát. A javítási módszert a vezető alkatrészek keménységi foka és a meglévő javítási alap alapján választják meg.
Az útmutatók visszaállításának legnépszerűbb módjai a következők:
- Szeletelés.
- Kaparás.
- Csiszolás.
A kaparás a legigényesebb javítási folyamatra vonatkozik, még minimális kopással is. A legtöbb esetben ezt a manipulációt mechanikusan hajtják végre, ami bizonyos gazdasági hatást gyakorol.
Az őrlés magas sebességet biztosíttisztaság és pontosság. Ez a módszer optimális, ha keményített felületekkel dolgozik. Az őrlés többszörösen növeli a termelékenységet a kaparás műveletéhez képest. Az edzett vezetőelemek feldolgozásakor további kikészítés szükséges.
Vélemények és ár
Fém eszterga 16K20, amelynek ára850 ezer rubeltől kezdve váltotta fel az 1K62 elavult verzióját. Az új berendezések a legjobb tulajdonságokkal rendelkeznek. A felhasználók a berendezés minőségi paraméterei között a következő paramétereket különböztetik meg:
- Hosszú munkaerő.
- Megbízhatóságát.
- Feldolgozási pontosság.
- Nagy teljesítmény.
- Munkabiztonság.
- Karbantartás egyszerűsége és könnyűsége.

jelölés
A kérdéses gép megmunkálás-orientált.kúpos, hengeres és nem szabványos felületek. A felhasználók tudomásul veszik a berendezések sokoldalúságát, mivel az alapok lehetnek külső és belső típusúak. Ezen felül az egység különféle szálak vágására szolgál. A tulajdonosok azt is megemlítik, hogy a gépet a felületek megmunkálására használják marók, fúrók, süllyesztők, csapok és szerszámok felhasználásával.
A leírt felszerelés vásárlásakor kérjükFigyelem az alfanumerikus kódra a modellnévben. Az indexben az egység azt jelzi, hogy a gép egy esztergagép, a 6-os szám - a csavarvágás lehetősége. Az egység nevében a „K” betű egy gépi berendezés generációja, az utolsó ábra a középpont maximális magasságát (220 mm) jelzi. A "P" betű nevében való jelenlét az eszköz fokozott pontosságát jelzi.

Végezetül
Eszterga 16K20, amelynek áttekintése megadvaA fenti a nagy pontosságú berendezésekre utal. Mindazonáltal, időről időre, mint minden berendezés, javítást igényel. Az önjavítás leggyakrabban az elhasználódott alkatrészek cseréjére vagy a fúrólyukak és az éles élek csiszolására vonatkozik. Javítás és komolyabb javítások esetén tanácsos a mestert bízni. Szintű javítás után feltétlenül ellenőrizze a kocsit, kötényt és vezetőelemeket. Ellenkező esetben a feldolgozási pontosság jelentősen romolhat.