Učinkovitost i kvaliteta rada ovisi odostupnost potrebnih alata, materijala i vještina. Poznavanje teorije također značajno utječe na uspjeh u svakom poslu, ma kojeg smjera on bio. Radovi zavarivanja smatraju se jednim od najčešćih.

Ova vrsta aktivnosti zahtijeva materijalopremu, radno iskustvo i teorijsko znanje. Nakon što je savladao potrebne informacije, osoba dobiva predodžbu o tome što je šav, koja je klasifikacija zavarenih šavova i kako odabrati najbolju opciju za prianjanje raznih metalnih proizvoda.
Što je zavareni šav?
Tijekom zavarivanja, proces je uključentri metalna dijela: uz pomoć trećeg, koji djeluje kao elektroda, dva komada željeza su pričvršćena zajedno. Na spoju metalnih dijelova jedan s drugim odvija se toplinski proces koji tvori šav. Dakle, šav je dio metalne strukture koji nastaje djelovanjem taljenog i skrutnog željeza.

Bilo koji metal se može zavarivati.Imaju svoje strukturne značajke, u skladu s kojima se odabire određena vrsta pričvršćivanja. Klasifikacija zavara vrši se ovisno o vrsti prianjanja, materijalu i drugim parametrima. Svaka veza ima svoje upute i svoj redoslijed izvršavanja.
veličina
Postoji klasifikacija zavarenih spojeva po duljini. Ovisno o veličini, šavovi za zavarivanje su:
- Kratak. Veličina ne prelazi 30 cm. Takav šav se pojavljuje kao rezultat zavarivanja u jednom smjeru od samog početka do kraja.
- Prosječno. Duljina šava je od 30 cm do 1 metar.Ovi su šavovi zavareni od sredine do rubova. Metoda obrnutog koraka idealna je za njih. Njegova je bit u činjenici da je cijeli šav podijeljen u nekoliko dijelova, koji se naizmjenično obrađuju zavarivanjem. Svaki od ovih segmenata ima duljinu od 10 do 30 cm.
- Dugačak (preko jednog metra). Zavareni su na isti način kao i srednji šavovi, s jedinom razlikom što će broj sekcija ovdje biti veći.
Vrste zavarenih spojeva
Klasifikacija zavara također se provodi prema vrsti pričvršćivanja. Postoje četiri vrste veza:
- stražnjica;
- tavrovoe;
- preklapanje;
- kutni.
Najčešći tip
Tijekom čeonog lijepljenja uzima se u obzir debljina proizvoda. Time se štedi značajna količina materijala.

Kundak spojka smatra se najpopularnijim. To je zbog činjenice da je ovaj proces zavarivanja najbrži i najekonomičniji.
T-zavarivanje. Značajke i preporuke
Ovu vrstu spojke karakterizira T-oblikoblik spajanja metalnih proizvoda. Kao i kod prianjanja na čelo, posebna se pozornost posvećuje debljini metala, ovisno o tome koji su šavovi jednostrani i dvostrani.

Prilikom primjene ove vrste spojke morate se pridržavati sljedećih preporuka:
- Kod izvođenja T-zavarivanja kod spajanja dva proizvoda različite debljine potrebno je plamenik za zavarivanje držati u odnosu na deblji proizvod pod kutom od 60 stupnjeva.
- Radovi na zavarivanju mogu se olakšati akourediti strukturu "u čamcu". Ovakav položaj obratka isključit će podreze, propuštena nedovoljno kuhana područja, koji se smatraju najčešćim nedostacima za ovu vrstu prianjanja.
- Ako je jedan prolaz plamenika za zavarivanje neučinkovit, budući da mogu ostati neispravna područja, treba ih zavariti vibriranjem elektroda za zavarivanje.
- U T-spoju se može ograničiti i jednostrano zavarivanje. Da biste to učinili, trebate koristiti opremu za zavarivanje Oineo Tronic Pulse, koja vam omogućuje izvođenje RW-zavarivanja.
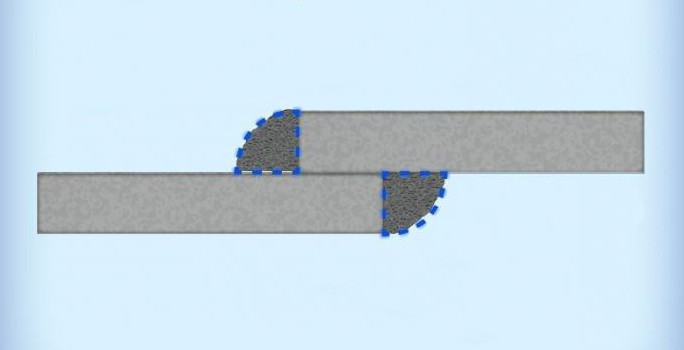
Preklapanje zavarivanja
Princip ove vrste povezivanja jedvostrano zavarivanje proizvoda, čija debljina nije veća od 1 cm Ovo zavarivanje se koristi u slučajevima kada je potrebno spriječiti ulazak vlage u jaz između čeličnih limova. Kao rezultat ovog rada formiraju se dva šava. Ova vrsta zavarenog spoja smatra se dugotrajnom i nije ekonomična, jer je za rad potrebno više materijala.
Zahvat u kutu
Ova vrsta zavarivanja se koristi za spajanjemetalni proizvodi u položaju okomitom jedan na drugi. Ovisno o debljini listova, kutno zavarivanje karakterizira prisutnost ili odsutnost zakošenih rubova. Ako je potrebno, ova vrsta veze se izvodi s unutarnje strane proizvoda.

Oblici zavara
Klasifikacija zavara prema obliku vanjske površine definira tri vrste:
- Ravan.Učinkoviti su za dinamička i izmjenična opterećenja, budući da ovi šavovi (kao i konkavni) nemaju koncentraciju naprezanja koja može uzrokovati nagle promjene i uništiti zavarenu vezu.
- Konkavna.Konkavnost šava smatra se prihvatljivom ako ne prelazi 0,3 cm.U suprotnom, konkavnost šava se smatra prekomjernom i smatra se nedostatkom. Razina udubljenja mjeri se na području gdje je najveći otklon.
- Konveksni šavovi.Oni nastaju kao rezultat nakupljanja velike količine skrutnog metala i smatraju se neekonomičnim. Ali u isto vrijeme, zavareni spoj koji daje konveksan šav učinkovitiji je pod statičkim opterećenjem od spoja s ravnim ili konkavnim zavarom. Indeks ispupčenja je udaljenost od površine osnovnog metala do točke najveće izbočine. Izbočine se smatraju standardnim ako ne prelaze 0,2 cm za donji zavar i ne više od 0,3 cm za zavare napravljene u drugim položajima.
Klasifikacija zavarenih spojeva prema položaju u prostoru
Prema kriteriju postavljanja u prostor, postoje četiri vrste šavova, od kojih svaka ima svoje karakteristike i preporuke za zavarivanje:
- Donji šavovi.U tehničkom smislu, smatraju se najjednostavnijim. Donji šavovi zavareni su na ravnoj površini u donjem položaju. Ovaj proces karakterizira visoka učinkovitost i kvaliteta. To je zbog ugodnijih uvjeta za zavarivača. Težina rastaljenog metala usmjerava se u zavareni bazen koji se nalazi u vodoravnom položaju. Lako je pratiti zavarivanje donjih šavova. Posao se obavlja brzo.
- Horizontalni šavovi. Malo je teže zavariti.Problem je u tome što otopljeni metal pod utjecajem svoje težine teče u donje rubove. To može dovesti do podrezivanja na gornjem rubu.
- Vertikalni šavovi. Oni su rezultat spojeva metalnih proizvoda postavljenih u okomitoj ravnini.
- Stropni šavovi.Ovo zavarivanje smatra se najtežim i najodgovornijim. Karakterizira ga minimalna udobnost. Tijekom procesa zavarivanja, oslobađanje troske i plinova postaje teže. Ne može se svatko nositi s ovim poslom, potrebno je puno iskustva, jer nije lako zadržati trosku koja pada na lice tijekom rada. Istodobno, važno je promatrati kvalitetu i snagu veze.
Kako se označavaju zavari i spojevi?
Klasifikacija i oznaka zavarenih spojevaizrađen je pomoću posebnih ikona, linija i vođica. Postavljaju se na montažni crtež i na samu konstrukciju. Klasifikacija zavarenih spojeva i šavova naznačena je, prema normativnom dokumentu, pomoću posebnih linija, koje mogu biti pune ili isprekidane. Kontinuirani zavari su vidljivi, isprekidani zavari su nevidljivi.
Simboli šavova postavljaju se na policu odoblačići (u slučaju da se šav nalazi na prednjem dijelu). Ili, obrnuto, ispod police, ako je šav postavljen na stražnjoj strani. Ikone označavaju klasifikaciju zavara, njihov diskontinuitet, postavljanje segmenata za zavarivanje.
Dodatne ikone nalaze se uz glavne. Sadrže prateće informacije:
- o uklanjanju pojačanja zavarenog šava;
- na površinskoj obradi za glatki prijelaz na osnovni metal i za sprječavanje propadanja i nepravilnosti;
- o liniji duž koje je napravljen šav (da li je zatvoren).
Za identične dizajne i proizvode istog GOST-anavedene su standardne konvencije i specifikacije. Ako u strukturi postoje identični šavovi, onda je bolje dati im serijske brojeve i podijeliti ih u skupine, kojima su također dodijeljeni brojevi radi praktičnosti. Sve informacije o broju skupina i šavova moraju biti navedene u regulatornom dokumentu.
Položaj šava
Klasifikacija zavara temelji se na položaju zavara. Oni su:
- Jednostrano. Nastaje kao rezultat zavarivanja listova čija debljina ne prelazi 0,4 cm.
- Dvostran.Nastaju tijekom dvostranog zavarivanja metalnih limova debljine 0,8 cm. Za svaki slučaj spajanja preporuča se ostaviti praznine od 2 mm kako bi se osigurala kvaliteta prianjanja.
Mogući nedostaci
Tijekom zavarivanja može doći do kvarovazbog prevelike amperaže i napona luka. Također može biti posljedica nepravilnog rukovanja elektrodama. Klasifikacija nedostataka u zavarenim šavovima prema njihovu mjestu:
- Unutarnji. Za njihovu identifikaciju koristi se tehnika koja se sastoji u kontroli: ne uništavanje strukture, uništavanje u cijelosti ili djelomično.
- Vanjski. Lako se identificiraju vanjskim pregledom.
Zbog kršenja načina zavarivanja uzrokovanog nedostatkom potrebnog iskustva, nedovoljnim pripremnim radom, pogrešnim mjerenjima, nedostaci se dijele na:
- Nedostatak fuzije.Očituje se u lokalnoj odsutnosti fuzije između povezanih elemenata. Defekt dovodi do povećanja koncentracije naprezanja i smanjenja poprečnog presjeka zavara. Dizajn s ovim nedostatkom karakterizira smanjena snaga i pouzdanost. Razlog za nedostatak prodora može biti i nedovoljna amperaža i zavarivanje u brzom načinu rada.
- Undercut. Defekt se sastoji u lokalnom smanjenju debljine osnovnog metala. Ovaj problem se javlja u blizini rubova zavarenih šavova.
- Izgaranje. Greška izgleda kao šupljina u zavaru. Nastaje zbog istjecanja rastaljenog metala iz zavarenog bazena. Izgaranje je neprihvatljiv kvar i treba ga hitno popraviti.
- Neizliječeni krater ili depresija. Pojavljuje se zbog prekida luka tijekom pristupa kraju šava.
- Otopiti. Nedostatak se očituje u cijeđenju metala šava na osnovni metal bez njihovog spajanja.

Uzroci nedostataka mogu biti vrlo različiti, ali jednako su sposobni smanjiti čvrstoću prianjanja, operativnu pouzdanost, točnost i pokvariti izgled proizvoda.







