Drátový EDM strojslouží k přesnému provedení děr v kovech různých hustot. Nástroj se pohybuje s vysokou přesností a plynulostí. Motory pro něj jsou vyráběny u výrobce obráběcích strojů pomocí jedinečné technologie.
Výstavba
Drátový EDM strojvybavené rovinnými paralelními motory. Za tímto účelem výrobci vytvářejí své vlastní neodymové magnety (NdFeB - neodym-železo-bor). Kromě nich byl vyžadován jedinečný kontrolní systém K-SMS.

Klasický EDMŘezačka drátu je schopna zpracovávat pouze elektricky vodivé obrobky. Kovy jsou vypalovány obloukem do značné hloubky. Na místě řezu zůstává hladký povrch, který často nevyžaduje další zpracování.
Drátový EDM strojpomáhá získat složité produkty: formy, deformace, kuželové a válcové povrchy, výstupky a úkosy. V prodeji najdete dvourozměrné sestavy používané pro nejjednodušší operace. Složitější produkty se získávají pomocí pětiosých strojů.
Princip činnosti
V procesu používání stroje na řezání drátumosazný drát je nejčastěji používaným řezným nástrojem. Vyrábí se pomocí jedinečné technologie a rychlost a přesnost zpracování závisí na jeho kvalitě.
Při použití vysoce výkonného vysokofrekvenčního generátoru pulzů zabudovaného do popsaného stroje je mosazný drát vybaven speciálním povlakem. Jeho struktura má několik vrstev:
- Základna - CuZn40 (slitina mědi a zinku) nebo mosaz. Může se také použít molybden, měď.
- Tepelně difúzní vrstva - koncentrace zinku přes 50%.
- Horní vrstva je čistý zinek.
Díky této struktuře má drát řadu výhod:
- Odolává vysokým teplotám.
- Oblouk je během zpracování stabilní, je vyloučena tvorba průvěsu v místě řezu.
- Snížená spotřeba drátu na délku řezu.
CNC drátové EDM strojese používají hlavně při dávkové výrobě. Jednotlivé výrobky neospravedlňují nákup drahého vybavení, ale některé součásti lze získat pouze s tímto typem řezu. Zinkový povlak zajišťuje kontinuitu automatického procesu tím, že eliminuje únik mosazi z vysokofrekvenčních proudů.
Proces zpracování
EDM je založen nana vytvoření jiskry průchodem vysokofrekvenčního proudu minimální vzduchovou nebo vodní mezerou. Tento proces probíhá nejaktivněji za účasti mosazi.

Na daném zařízení existuje několik druhů zpracování kovů:
- Technologie šití kopií.
- Profilový řez.
- Šití.
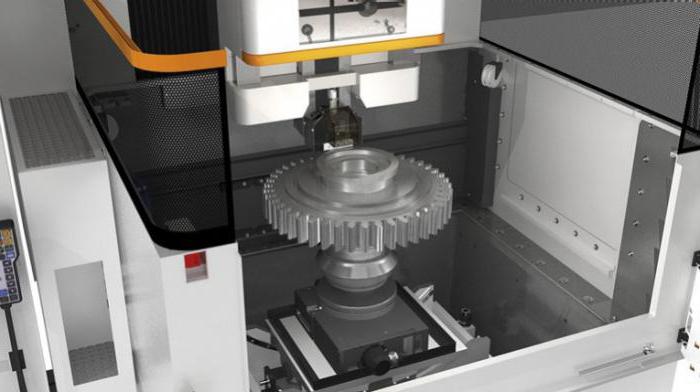
Častěji drát pro EDM strojepřipojené k pohyblivé jednotce. Obrobek je umístěn na stacionárním stole. Proces řezání je řízen ovladačem systému CNC, který současně ovládá několik os.
Podstata technologie
Elektrický výboj mezi vodičem aobrobek vede k odstranění části kovu. Vyzařované částice jsou vypouštěny do objemu pracovní tekutiny. Kal (krystalizující částice) se odfiltruje a na konci řezu se odstraní. Rychlost zpracování je regulována intenzitou proudu. Měly by však být zvoleny optimální režimy, ve kterých během procesu řezání nedochází k prohýbání.

Elektroeroze pomáhá vyrábět výrobky velmitenké stěny, manipulujte s měkkými kovy bez mechanického poškození. Tato metoda řezání se používá pro hluboké propíchnutí. Tloušťka drátu je minimální, pouze tento parametr omezuje průměr získaných otvorů.
Další zpracování není nutné, protožepo řezání proudovými impulsy nezůstávají otřepy. Rovněž nevyžaduje drahé nástroje používané v klasických metodách frézování. To se stává relevantní pro obrobky vyrobené z viskózních materiálů.
Parametry zařízení
CNC řízení procesu rozšiřuje možnosti zpracování kovů elektroerozí. Odchylky kolmosti a přímosti pohybu os nejsou větší než 0,01 mikronu.
Mechanická přesnost je deklarována výrobci anejsou nutná žádná další nastavení. Stroj je zcela připraven k zahájení automatického cyklu, stačí načíst model součásti do standardního kódu.

Moderní elektronika zajišťuje přesnostposunutí v důsledku úhlových a lineárních senzorů, jejichž rozlišení se rovná 1,5 mikronu. Přesnost výsledných obrysů se pohybuje od ± 1,5 do ± 5 mikronů na délce 300 mm.
Vlastnosti jsou vybírány individuálně pro potřeby výroby. Na základě toho jsou formovány náklady na vybavení zaměřené na vhodný model.
Další možnosti
Kupující stroje s elektrickou erozí může vybavení dovybavit předloženými možnostmi:
- Řízená poloha osy C. Častěji se vyžaduje pro frézování válcových obrobků.
- Věžička s dalšími stupni volnosti nástroje. S pomocí takového modelu se získají geometricky složité detaily.
- Stůl může mít další osy. Tato možnost se používá při zpracování tělových produktů nebo několika polotovarů v jednom cyklu.
Zahrnuje systémy jako standardčištění pracovní tekutiny, umožňující filtraci v kvalitě až 3 mikrony. Špinavé kazety jsou standardní velikosti a mění se poměrně rychle.











