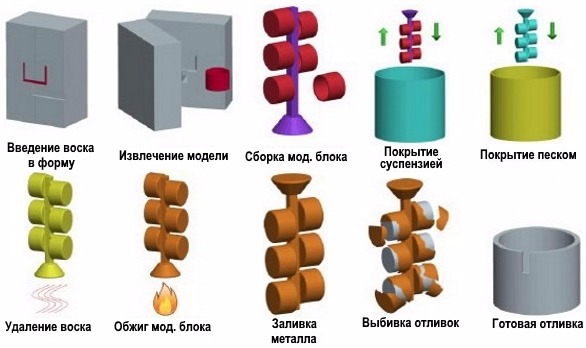
Pakanka prarasto vaškopopuliarus liejyklos gamybos metodas. Metodas išsiskiria technologinio proceso sudėtingumu ir didelėmis parengiamųjų procesų darbo sąnaudomis. Todėl jis naudojamas visur, kur reikia tiksliai stebėti matmenis ir užtikrinti aukštą dalių paviršiaus kokybę. Taip liejamos turbinos mentės ir aukštos kokybės įrankiai, protezai ir papuošalai, taip pat sudėtingos konfigūracijos skulptūros. Investicinio liejimo esmė yra ta, kad liejimo forma yra vientisa, iš mažai tirpstančių medžiagų pagamintas modelis liejimo metu nėra pašalinamas, o ištirpinamas. Tai užtikrina kruopštų dydžio ir reljefo laikymąsi. Metalas pilamas į ertmę, likusią nuo modelio. Baigus aušinti, pelėsis sunaikinamas ir produktas pašalinamas. Išmetant dideles serijas, sumažėja gaminio savikaina.
Privalumai
Pagrindinis investicinio liejimo pranašumas yra formos perdavimo tikslumas ir mažas paviršiaus šiurkštumas. Be to, yra ir kitų privalumų:
- Galima gaminti dalis iš silpnai apdirbtų lydinių.
- Sumažėja tolesnio apdirbimo poreikis.
- Liejami gaminiai, kurie kitais būdais turėtų būti pagaminti dalimis ir surinkti kartu.
- Su didelėmis serijomis pasiekiamas specifinis darbo intensyvumas (vienam produktui) ir jo sąnaudos.
- Paties liejimo paruošiamųjų operacijų mechanizavimo ir dalinės automatizavimo galimybė.
Šie pranašumai paverčia metodą vienu populiariausių ir naudojamų šių dienų metalurgijoje, ypač kartu su šiuolaikiniais progresyvaus liejimo metodais.
Investicinio liejimo trūkumai
Atrodo neabejotini metodo pranašumai,turėjo užtikrinti savo dominavimą kitais būdais. Nepaisant to, kad populiarus investicijų metodas, trūkumai stabdo jo plačią paplitimą. Pagrindinis trūkumas yra daugiapakopio technologinio proceso sudėtingumas. Parengiamiesiems etapams reikia gana sudėtingos ir brangios technologinės įrangos. Paprastiems produktams, gaminamiems mažomis partijomis, šis metodas turi didesnę savikainą.
Dėl ekonomiškai efektyvaus liejimometodo pranašumai ir trūkumai lyginami su pamestu vašku, sprendimas dėl jo pasirinkimo priimamas remiantis kainos ir kokybės santykio įvertinimu. Todėl jis dažniausiai naudojamas kritiškiausiems ir brangiausiems gaminiams, kuriuos sunku gauti kitu būdu, pavyzdžiui, turbinų mentėms, skulptūroms, greitųjų įrankių ir kt.
Technologija
Investicijų liejimo technologija yradaugiapakopis gamybos procesas, kuriam būdingas gana didelis darbo intensyvumas. Pirmajame etape atliekamas pagrindinis modelis, kuris taps darbinių modelių gamybos standartu net ir perėjus visus galutinio produkto etapus. Pagrindinio modelio gamybai naudojamos tiek specialios modelio kompozicijos, tiek tradicinės - gipso ar medžio. Pagrindinio modelio medžiagoje turi būti derinamas tvirtumas ir paprastumas.
Tolesnė investicijų liejimo technologijanumatyta sukurti formą, į kurią bus įmetami visi veikiantys modeliai. Formos gaminamos iš gipso, gumos, silikono, rečiau - iš metalo. Struktūriškai jis būtinai turi būti nuimamas ir suprojektuotas pakartotiniam naudojimui. Forma užpildoma modelio kompozicija, kai ji sukietėja, ji išardoma ir pašalinamas kitas veikiantis modelis.
Gaminant unikalias detales ar mažus tiražus, pagrindinio modelio ir formos kūrimo etapai praleidžiami, o modelis (arba keli) gaminamas liejant medžiagą rankomis.
Kitas investicijų liejimo etapasmodeliams - liejimo formos gamyba aplink modelį (arba modelių bloką). Šios matricos jau nėra struktūriškai atskiriamos ir vienkartinės, todėl galima kruopščiai stebėti gaminio matmenis ir šiurkštumą. Šiuolaikinėje pramonėje tikslių ir brangių dalių gamybai naudojamos dviejų tipų formos - tradicinės smėlio-molio formos liejimui į žemę ir apvalkalo formos.
Užbaigus liejimo formą, modelis iš jos ištirpinamas kaitinant arba pučiant perkaitintu garu. Korpuso formos papildomai sustiprinamos kaitinant iki 1000 ˚С.

Paskutinis proceso etapas apima tikrąjįužpildyti gaminį, atvėsinti jį natūraliomis sąlygomis arba naudoti specialią techniką termostate, sulaužyti pelėsį ir išvalyti gaminį. Šis metodas leidžia gauti aukštos kokybės liejinius, sveriančius nuo kelių gramų iki dešimčių kilogramų.
Modelių formuluotės
Medžiaga maketo gamybai turi turėti tam tikrų savybių. Jis turėtų turėti tokias savybes:
- Plastika kietojoje fazėje. Tai būtina norint tiksliai pakartoti būsimo produkto formą ir, jei reikia, ją ištaisyti.
- Jėga. Modelis be deformacijos turi atlaikyti formos aplink jį formavimo procesą.
- Žemas lydymosi taškas. Modelio atvaizdavimui neturėtų prireikti daug laiko ir energijos.
- Išlydytas takumas. Kompozicija turėtų lengvai prasiskverbti į visas įdubas ir reljefo detales, tiksliai pakartodama būsimos detalės kontūrus.
- Pelningumas. Ypač svarbu didelių serijų gamybai.
Modeliuojamoms formuluotėms paprastai naudojamas mišinysstearinas ir parafinas. Šios medžiagos sėkmingai papildo viena kitos parametrus, kompensuodamos nepakankamą parafino lydymosi temperatūrą ir per didelį stearino klampumą.
Ne mažiau populiarūs pramonėjekompozicijos lignito vaško pagrindu. Pagrindinės jo savybės yra atsparumas drėgmei, stiprumas ir galimybė formuoti labai lygias dangas, o tai ypač vertinga gaminių modeliavimui.
Taip pat naudojamos kompozicijos, sudarytos iš lignito vaško, parafino ir stearino.
Pelėsių gamyba
Unikalių produktų gamybai, išdėstymasparuošta pjaustant iš pavyzdinės medžiagos gabalo rankomis arba šablonais. Modeliai revoliucijos kūnų pavidalu taip pat gaminami ant tekinimo staklių. Pastaruoju metu vis plačiau paplitęs modelių 3D spausdinimo metodas. Jis tinka tiek atskiriems išdėstymams, tiek mažoms serijoms.

Šiuolaikinio pramoninio 3D spausdintuvo kainavis dar yra didelis, tačiau dėl lengvo perėjimo iš vieno produkto į kitą jis gali tapti veiksminga modelių kūrimo priemone, kai yra daug nevienodų mažų serijų užsakymų.
Norint pagaminti daugidentiškų išdėstymų, matrica pagaminta iš gipso, gumos, silikono ar metalo. Darbiniai modeliai, savo ruožtu, gaminami liejimo būdu. Pagal konstrukciją, forma turi būti sulankstoma, kad būtų užtikrinta galimybė pagaminti tam tikrą modelių skaičių. Pasirinkta medžiaga taip pat turi suteikti tokią galimybę, todėl jai keliami tokie reikalavimai kaip stiprumas, tankis, mažas šiurkštumas, cheminis inertiškumas modelio atžvilgiu. Formos medžiaga taip pat turi būti minimaliai sukibusi su manekenu, kad būtų lengviau nuimti gatavą manekeną ir užtikrinti matmenų tikslumą. Svarbi formos savybė yra jos stiprumas ir ilgaamžiškumas, ypač didelėms serijoms.
Modelių ir blokų gamyba
Plačiai paplitęs gamybos būdasprarasto vaško modeliai - liejant juos žemu slėgiu į formas. Skysto mišinio įpurškimas atliekamas rankiniu būdu, naudojant stūmoklinius švirkštus, ir mechaninius, hidraulinius arba pneumatinius pūstuvus. Naudojant lignito vašką, kompozicijos tiekimo vamzdynus reikia šildyti dėl didelio klampumo. Putų polistireno modeliai gaminami ekstruzijos būdu ant automatinių liejimo elementų.
Siekiant pagerinti ekonominį efektyvumą irmažinant darbo intensyvumą mažų liejinių serijinės gamybos atveju, jų modeliai sujungiami į blokus. Vartų sistemos suformuojamos virš blokų, prie vartų pritvirtinant atskirus modelius, naudojant rankinį lituoklį. Vieno liejimo ar mažų partijų atveju modeliai gaminami rankomis.

Formuojant vartų sistemas, būtinaužtikrinti neramų lydymosi srautą, vienodą visų matricos elementų užpildymą. Pildant formą iš ASG, taip pat būtina užtikrinti, kad visos angos tarp kaiščių būtų tolygiai užpildytos ir nebūtų pažeistos.
Formų kūrimas
Taikant investicinį liejimo metodą, yra du pagrindiniai formų tipai:
- Smėlio ir molio mišiniai (ASM).
- Kaip kiautas.
Liejimo formos iš ASGdažniausiai naudojamas gaminant mažas serijas produktų, kuriems nereikia labai didelio tikslumo. Jų gamybos procesas yra gana sunkus ir reikalauja aukštos ir dažnai unikalios modeliuotojų ir formuotojų kvalifikacijos. Tik atskiros operacijos gali būti dalinai mechanizuojamos, pavyzdžiui, liejimo smėlio paruošimas ir užpildymas, jo sutvirtinimas.
Kita vertus, apvalkalo formos naudojamos detalėms, kurioms reikalingas ypatingas gamybos tikslumas, gaminti. Jų gamybos procesas yra sudėtingesnis ir daug laiko reikalaujantis, tačiau jį galima geriau mechanizuoti.
Įmetimas į žemę
Tai ankstyviausias žmonijos įvaldytas metodas.metalo apdirbimas. Mūsų protėviai jį įvaldė tuo pačiu metu, kai metalo gaminiai buvo naudojami kaip ginklai, įrankiai ar indai, tai yra, maždaug prieš 5 tūkstančius metų. Lydytas metalas pilamas į paruoštą matricą iš smėlio ir molio mišinio. Ankstyviausios metalo apdirbimo vietos atsirado ten, kur netoliese buvo metalų nuosėdų grynuolių ir dėtuvių pavidalu. Tipiškas pavyzdys yra Kaslinskio gamykla Urale, visame pasaulyje žinoma dėl ketaus nėrinių liejimo.

Taikomas investicinis liejimo metodasmetalo gaminių - tiek juodųjų, tiek spalvotųjų metalų - gamybai. Ir tik metalams, turintiems padidėjusį polinkį reaguoti skystoje fazėje (pvz., Titano), būtina gaminti matricas iš kitų kompozicijų.
ASM liejimo gamybos procesas susideda iš šių etapų:
- modelio kūrimas;
- investicinio žiedo paruošimas;
- mišinio užpildymas ir sutankinimas kolboje;
- metalo liejimas;
- liejimo gavyba ir valymas.
Forma iš ASG - vienkartinė. Norėdami gauti gatavą produktą, turite jį sulaužyti. Tuo pačiu metu didžiąją dalį mišinio galima perdirbti.
Kompozicijos naudojamos kaip ASG medžiagosiš daugiausia kvarcinio smėlio įvairaus dydžio ir plastikinių molių, kurių kiekis svyruoja nuo 3 iki 45 proc. Taigi, pavyzdžiui, meniniai liejiniai gaminami naudojant mišinį, kuriame yra 10–20% molio, ypač dideliems liejiniams molio kiekis padidinamas iki 25%.
Naudojami du porūšiai:
- Mišiniai prieš akis.Jie yra ant vidinio formos paviršiaus ir sąveikauja su išlydytu metalu. Jie turi būti atsparūs karščiui, nesugebėti sugriūti nuo temperatūrų skirtumų ir dėl to kylančių įtempių. Šie mišiniai turi smulkių grūdelių, kad tiksliai perteiktų paviršiaus detales. Mišinio pralaidumas dujoms taip pat yra labai reikšmingas.
- Užpildymo mišiniai.Jie naudojami užpildyti tarp apdailos sluoksnio ir kolbos sienelių. Turi atlaikyti metalo svorį, išlaikyti gaminio formą ir palengvinti savalaikį bei visišką oro išleidimą. Jie pagaminti iš pigesnių smėlio rūšių ir gali būti pakartotinai naudojami.
Jei liejimo dujos išeina ne per liejimo mišinio masę, o per vartų sistemą, liejinyje atsiranda defektų, dėl kurių jie atmetami.
Išsami tradicinė žemės liejimo technologijailiustruota juostoje A. Tarkovskio „Andrejus Rublevas“. Romane „Varpas“ jaunas vyras Boriska, mirusio meistro sūnus, vadovauja liejyklos arteliui ir pagal siužetą lieja bažnyčios varpą.
Korpuso liejimas
Investicinis liejimo būdas apvalkalo formosemodeliams būdingas geriausias gaminio matmenų perdavimas ir mažas paviršiaus šiurkštumas. Modelis pagamintas iš mažai tirpstančių junginių, tokių kaip lignito vaškas. Liejyklos taip pat plačiai naudoja parafino-stearino kompoziciją lygiomis dalimis. Didelių liejinių atveju į modelio medžiagą įtraukiamos druskos, apsaugančios modelį nuo deformacijos. Panardinus į tirpalą, modelis padengiamas 6-10 sluoksnių su aukštos temperatūros suspensija.

Rišiklis yra hidrolizuoti silikataiElektrokorundo arba kvarco kristalai laikomi karščiui atspariu purškimu. Korpuso formų gamybai naudojamos medžiagos pasižymi dideliu stiprumu, mažu higroskopiškumu ir puikiu dujų pralaidumu.
Maketas išdžiovinamas dujinio amoniako atmosferoje.Kitame etape forma pakaitinama iki 120 ° C, kad būtų pašalintas parafino modelis. Likusi mišinio dalis pašalinama perkaitintu garu, esant aukštam slėgiui. Tada pelėsis kalcinuojamas iki 1000 С temperatūros, o tai lemia jo galutinį sukietėjimą ir pašalina medžiagas, kurios liejimo metu gali išsiskirti dujomis.
Korpusas dedamas į tam tikrą kolbą, kuriužmigti plieniniu šūviu. Tai padeda išlaikyti konfigūraciją užpildant formą lydytuvu ir tuo pačiu pagerina liejimo aušinimo sąlygas. Lydinys supilamas į formas, įkaitintas iki 1000 ° C. Atvėsinus gaminį pagal specialią programą termostate, forma sunaikinama, liejinys pašalinamas ir valomas.
Pagrindinis šio liejimo metodo privalumas yra didelis gaminio matmenų tikslumas ir mažas paviršiaus šiurkštumas.
Papildomi metodo privalumai:
- Dalių liejimas iš lydinių, kuriuos sunku apdirbti.
- Liejami daiktai, kuriuos kitu atveju reiktų mesti po gabalą, o po to vėl surinkti.
Šio investavimo metodo trūkumai yra žemas metalo panaudojimo lygis ir padidėjęs darbo intensyvumas.
Tikslus liejimas
Tikslus investicinis liejimas - taipjie įvardija ir technologiją, ir patį galutinį produktą. Didelį liejimo tikslumą užtikrina tai, kad ruošiant formą nereikia iš jo pašalinti gaminio modelio. Naudojant tradicinį metodą, liejimo presas yra sudėtingas ir daug laiko reikalaujantis daugiapakopis procesas. Tai ypač pasakytina apie sudėtingos konfigūracijos liejimo dalis su įdubomis, įdubimais ir vidinėmis ertmėmis.
Pavyzdžiui, liejant ketaus ar vario vazą,turėdami kintantį paviršiaus kreivumą, turite naudoti daugybę gudrybių. Taigi, pirma, įdaroma apatinė investicinio žiedo pusė, tada modelis pašalinamas, apverčiamas ir viršutinė pusė sutankinama. Modelis turi būti sudėtinis, vazos rankenos pagamintos iš dviejų elementų, jos ištraukiamos per modelio ertmę dviem etapais - pirmiausia apatinis elementas, paskui viršutinis. Visi šie gausūs apvirtimai ir traukimai negali teigiamai paveikti formos paviršiaus vientisumo ir galiausiai liejimo matmenų laikymosi tikslumo bei jo paviršiaus kokybės. Be to, išlieka tikslaus kolbos dalių išlyginimo ir patikimo jų pritvirtinimo viena prie kitos problema.
Investicijų atmetimo nėraatsižvelgiant į šiuos trūkumus, tai nereikalauja tokios aukštos modeliuotojų kvalifikacijos ir žymiai sumažina paruošiamųjų liejimo operacijų sudėtingumą. Tai ypač akivaizdu esant dideliam liejinių kiekiui.
Metodas leidžia pasiekti 2-5 tikslumo klasępagal GOST 26645-85. Tai leidžia mesti didelio tikslumo gaminius, tokius kaip turbinos mentės, pjovimo įrankiai, įskaitant didelio našumo frezavimo ir grąžtus, kritinės didelės apkrovos laikikliai, mažos didelės apkrovos transporto priemonių dalys, staklės ir kiti sudėtingi mechanizmai.
Didelis matmenų tikslumas ir didelispaviršiaus klasė sumažina tolesnio liejimo apdirbimo poreikį, kuris taupo metalą ir sumažina gamybos sąnaudas.
Įranga
Investicinė liejimo įrangareikalingas įvairus ir sudėtingas. Įmonės jas sujungia į vieną gerai suderintą kompleksą, organizuojamą kaip svetainė, dirbtuvės ar atskira gamyba.
Komplekso sudėtis priklauso nuo liejinių gamybos masto, dydžio, konfigūracijos ir apyvartos.
Taigi, gaminant protezus ir papuošalus, įranga apima:
- modelio stalas;
- mufelinė krosnis su termostatu;
- skalpelių ir mentelių rinkinys modelio formai koreguoti;
- liejimo lenta;
- kolba;
- konteineriai liejimo smėliui laikyti ir paruošti;
- įrankių rinkinys liejant smėlį;
- tiglis metalui lydyti;
- žnyplės;
- plaktukas sulaužyti formą.

Ši gamykla lengvai tilpsvienas stalas ir viena spinta. Jei planuojama serijinė gamyba, pavyzdžiui, aliuminio liejiniai - bet kurio prietaiso dalys, įranga bus reikalinga:
- keraminių formų liejimas ir liejimas;
- džiovinimo formos;
- modelio medžiagos lydymas ir karščiui atsparus sluoksnis;
- liejinių valymas nuo liejimo medžiagos.
Galiausiai, faktinė liejimo komplekso įranga, skirta lydymui gauti ir supilti į formą. Tai gali būti liejimo įranga:
- esant žemam slėgiui;
- išcentrinis;
- įprastu gravitaciniu būdu.
Įpurškimo ir išcentriniai augalailiejiniai yra atskiras labai mechanizuotas ir automatizuotas gamybos kompleksas, izoliuotas nuo dirbtuvių atmosferos. Jie iki minimumo sumažina rankų darbą ir suranda žmogų kenksmingomis sąlygomis. Sandarios kameros, kuriose yra kompleksai, užtikrina visišką išmetamųjų dujų surinkimą ir valymą, o tai žymiai padidina įmonės ekologiškumą.
Investicinis liejimas turi gana didelį vystymosi potencialą, ypač kartu su progresyviu formų formavimu ir liejimo metodais.











