La vite di comando è una parte importante cheutilizzato come trasduttore di movimento. Cambia il movimento rotatorio in movimento lineare. Per questo, viene fornito con un dado speciale. Inoltre, fornisce al movimento una precisione specificata.
Indicatori di qualità della vite
La vite, come parte molto importante, devesoddisfare una varietà di requisiti. Per poterlo utilizzare, ad esempio, in una morsa da tavolo, deve essere adatto in termini di parametri quali: dimensione diametrale, precisione del profilo e precisione del passo della filettatura, rapporto tra la filettatura della vite e i suoi perni di cuscinetto, usura resistenza, spessore del filo. È anche importante notare che, a seconda del grado di precisione del movimento fornito dalle viti, queste possono essere suddivise in diverse classi di precisione da 0 a 4. Ad esempio, le madreviti delle macchine per il taglio dei metalli devono corrispondere a classi di precisione da 0 a La classe di precisione 3.4 non è adatta per l'uso in tali apparecchiature.

Materiale grezzo della vite di trasmissione
Come grezzo per la produzione di vitiutilizzare una barra normale che viene tagliata dalla barra. Tuttavia, è importante notare qui che alcuni requisiti sono imposti al materiale che funge da pezzo in lavorazione. Il metallo dovrebbe avere una buona resistenza all'usura, una buona lavorabilità e uno stato di equilibrio stabile in condizioni di sollecitazione interna che si verificano dopo la lavorazione. Questo è molto importante, poiché questa proprietà aiuterà ad evitare la deformazione della vite di comando durante il suo ulteriore utilizzo.

Per la produzione di questa parte con la classe mediaprecisione (2 ° o 3 °), a cui non saranno imposti i requisiti di maggiore resistenza alla temperatura, utilizzare l'acciaio A40G, che è a medio tenore di carbonio, con l'aggiunta di zolfo e l'acciaio 45 con l'aggiunta di piombo. Questa lega migliora la capacità di lavorazione della vite e riduce anche la rugosità superficiale del materiale.
Profilo a vite
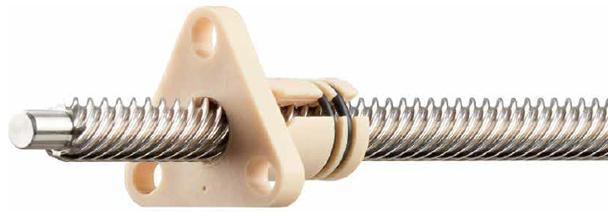
Ci sono tre profili di vite cheutilizzato nella produzione della madrevite di un tornio o di qualsiasi altro. Il profilo può essere trapezoidale, rettangolare o triangolare. Il tipo più comune è il filo trapezoidale. I suoi vantaggi includono il fatto che è più preciso rispetto al rettangolare. Inoltre, utilizzando un dado diviso, è possibile regolare i giochi assiali con una vite trapezoidale, che si verificano a causa dell'usura dell'attrezzatura.
È anche importante notare qui che l'affettatura, comeLa molatura di una filettatura trapezoidale su una vite è molto più semplice di una filettatura rettangolare. Ma allo stesso tempo, è necessario capire che le caratteristiche di precisione dei fili rettangolari sono superiori a quelle di quelli trapezoidali. Ciò significa che se il compito è creare una vite con la migliore regolazione per la precisione, devi comunque tagliare una filettatura rettangolare. Le viti trapezoidali non sono adatte per operazioni molto precise.
Lavorazione a vite
Le parti principali su cui si basa la vitemacchina, perni e spalle dei cuscinetti in acciaio. La filettatura della vite è considerata la superficie di azionamento. La massima precisione in una morsa da tavolo e in qualsiasi altra macchina utensile con tale vite deve essere fornita tra la superficie di lavoro del pezzo, nonché la superficie di riferimento principale. La base tecnologica per la produzione di una madrevite è il suo foro centrale. Per questo motivo, per evitare deformazioni, la lavorazione di tutte queste superfici viene eseguita mediante una lunetta mobile. L'uso di questa parte determina le specifiche della lavorazione della vite di comando.

È anche importante notare qui che la vite con differenticlasse di precisione, elaborata a valori diversi. Le parti che appartengono alla classe di precisione 0.1 e 2 vengono elaborate fino alla quinta qualità. Le viti appartenenti alla 3a classe di precisione vengono lavorate fino alla 6a qualità. Anche le viti appartenenti alla 4a categoria vengono lavorate fino alla 6a qualità, ma allo stesso tempo hanno un campo di tolleranza per il diametro esterno.
Centratura e maschiatura
Al fine di ottenere una qualità accettabilevite, è necessario eseguire qualche altra operazione. Uno di questi era la centratura del pezzo, che avviene su un tornio. La vite di comando, o meglio, il pezzo da lavorare per questa parte è centrata sull'attrezzatura specificata e le estremità vengono tagliate qui. Inoltre, viene eseguita un'operazione per molare il pezzo. Per fare ciò, utilizzare rettificatrici senza centri o cilindriche nei centri. È importante aggiungere qui che la rettifica nei centri viene eseguita solo per viti con classi di precisione 0,1 e 2.
Inoltre, prima di procedere con la filettatura,il pezzo deve essere raddrizzato. Va notato qui che solo le viti con la 3a e 4a classe di precisione sono sottoposte a questa operazione. Successivamente, la loro superficie viene ulteriormente lucidata. Come attrezzatura per la filettatura sulla madrevite, viene utilizzato un tornio a vite.
Descrizione del dado della vite
Il dado della vite di comando è progettato perper garantire movimenti di posizionamento accurati. In alcuni rari casi, possono essere realizzati con un materiale come la ghisa antifrizione. Questo elemento deve garantire un impegno costante con le spire della vite e fungere anche da parte di compensazione. Dovrai compensare il divario che inevitabilmente sorgerà quando la vite sarà usurata. Ad esempio, le chiocciole per madreviti utilizzate nei torni sono realizzate in doppia. Ciò è necessario per rimuovere lo spazio vuoto che può sorgere sia a seguito della fabbricazione e dell'assemblaggio della macchina, sia a causa dell'usura delle sue parti.

La caratteristica della vite a doppio dado èche ha una parte fissa e una mobile. La parte mobile, che si trova a destra, può muoversi lungo l'asse della parte fissa. È questo movimento che compenserà il divario. La produzione di dadi viene eseguita solo per viti di classe di precisione zero, 1a e 2a. Il bronzo allo stagno viene utilizzato per la loro fabbricazione.
Di cosa sono fatte le noci e la loro usura?
I materiali più comuni perproduzione di questo tipo di particolari acciaio alluminio-bronzo ferroso, secondo gli standard della macchina utensile MT 31-2. Oltre a questo materiale, la ghisa antifrizione può essere utilizzata anche come sostituto di viti a vite irrilevanti.
È importante aggiungere qui che il dado si consuma molto più velocemente della vite di comando stessa. Ci sono diverse ragioni per questo:
- il filo del dado è scarsamente protetto da qualsiasi tipo di contaminazione, ed è anche abbastanza difficile pulirlo da questi elementi non necessari;
- capita spesso che questo elemento sia inizialmente poco lubrificato e questo influisce notevolmente sulla vita utile;
- quando il dado ingrana con la vite, si scopre che per il secondo elemento tutte le spire lavorano contemporaneamente, ma per la vite solo quelle che sono nell'accoppiamento con la chiocciola.
Per questi motivi, le viti con un dado devono essere controllate più spesso, poiché il dado si consumerà piuttosto rapidamente.