आधुनिक तकनीक केवल कल्पना करने के लिए अकल्पनीय हैबिना थ्रेडेड कनेक्शन के। थ्रेड को अन्य प्रकार के वियोज्य और एक-टुकड़ा फास्टनरों पर कई फायदे हैं: क्लैम्पिंग बल को डायनेमोमीटर का उपयोग करके समायोजित किया जा सकता है, जो शरीर के अंगों के संभावित विनाश को बाहर करता है। इस तरह का कनेक्शन गतिशील भार को अच्छी तरह से रोकता है, यह जुदा करना और पुन: इकट्ठा करना आसान है।
हालाँकि, थ्रेडेड कनेक्शन का उपयोग नहीं हैकेवल उद्योग तक सीमित। घर में, रोजमर्रा की जिंदगी में, अक्सर थ्रेड्स को काटने के लिए आवश्यक होता है। यह कैसे और किस क्रम में करना सही है? इसके लिए क्या उपकरण आवश्यक है? लेख में उपयोगी जानकारी है जो इस तरह के अनुभव के बिना लोगों की मदद करेगी।
माध्यम
एक धागा सिलेंडर की बाहरी सतह (बाहरी) या छेद की सतह (आंतरिक) पर एक प्रकार का पेचदार नाली है।
एक डाई का उपयोग बाहरी धागे को काटने के लिए किया जाता है, एक आंतरिक धागे के लिए एक नल।
लेकिन यह विधि और उपकरण केवल के लिए उपयुक्त हैघर की स्थिति या मरम्मत उत्पादन, क्योंकि उन्हें काटने के लिए बहुत समय की आवश्यकता होती है। हार्डवेयर (बोल्ट) के बड़े पैमाने पर उत्पादन में, धागा नहीं काटा जाता है, लेकिन धातु के दबाव प्रसंस्करण के लिए विशेष उपकरणों पर लुढ़का हुआ है। इसी समय, यह महत्वपूर्ण है कि वर्कपीस को 750 डिग्री से अधिक के तापमान पर गर्म किया जाता है (फिर गतिशील पुनर्संरचना और बनावट उन्मूलन होगा)। यह प्रदर्शन अभेद्य है। और इसलिए, महत्वपूर्ण कनेक्शन के लिए, थ्रेड्स काट दिया जाता है।
थ्रेडेड सतह को एक पेंच-कटिंग खराद पर मशीनिंग द्वारा प्राप्त किया जा सकता है। इसके लिए, टैप एंड स्पेशल टर्निंग टूल के साथ डाई का उपयोग किया जा सकता है।
इसके अलावा, इलेक्ट्रॉनिक्स के तेजी से विकास ने मोड़ने और यहां तक कि सीएनसी मिलिंग मशीन पर थ्रेडेड सतहों को मशीन करना संभव बना दिया।

सामान्य जानकारी
सीआईएस देशों के क्षेत्र में, मानकमीट्रिक धागा। क्रॉस सेक्शन में इसका कोण साठ डिग्री है। पश्चिमी देशों में, एक इंच धागा (55 डिग्री के कोण) का उपयोग किया जाता है। कार या अन्य उपकरण के लिए कोई भी स्पेयर पार्ट्स खरीदते समय इस परिस्थिति को याद रखना चाहिए।
अनुभाग में थ्रेड दांतों के ज्यामितीय आकार के आधार पर, आयताकार, त्रिकोणीय, ट्रेपोज़ाइडल और अन्य विकल्प प्रतिष्ठित हैं।
एक विशेष प्रकार का धागा एक गेंद पेंच है।उसे केवल मशीन उपकरण निर्माण में आवेदन मिला। गहन उपयोग के साथ, पेचदार सतह पहनती है। हालांकि, बॉल स्क्रू का डिज़ाइन आपको बैकलैश को समायोजित करने और समाप्त करने की अनुमति देता है।
दाहिने हाथ के धागे (सबसे अधिक) हैंआम) और बाएं (सीमित और अत्यधिक विशिष्ट उपयोग)। आप शायद ही कभी बाएं हाथ के थ्रेडिंग के लिए मरें या टैप करें। मशीन पर काटना शायद एकमात्र संभव तरीका है। यदि कोई अन्य विकल्प उपलब्ध नहीं हैं तो इसका उपयोग करने की अनुशंसा की जाती है।
बाहरी धागा: मरने में कटौती कैसे करें
काटने का सबसे आसान और सबसे सस्ता तरीकाबाहरी बेलनाकार सतह पर धागे - एक डाई का उपयोग करें। डिजाइन के आधार पर, उपकरण गोल, प्रिज्मीय, स्लाइडिंग हो सकता है।
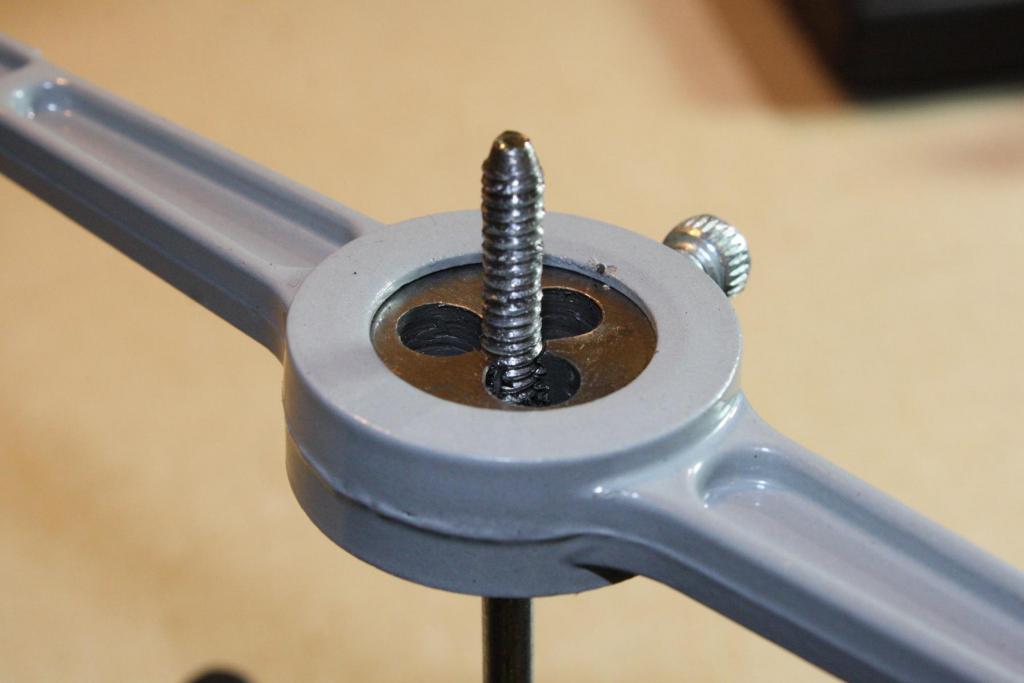
राउंड डाई कुछ हद तक अखरोट की याद दिलाती है।केवल बाहरी समोच्च एक षट्भुज नहीं है, लेकिन घुंडी को संलग्न करने के लिए छोटे इंडेंटेशन के साथ एक साधारण चक्र है। यह धागे को काटते समय चिप्स से बाहर निकलने के लिए तीन खांचे की उपस्थिति में अखरोट से भिन्न होता है।
गोल मरने से सिर्फ एक में धागे बनते हैंटूल पास। इसलिए, उनके संचालन के दौरान, काटने वाले क्षेत्र में स्नेहक की आपूर्ति करना आवश्यक है। इस तरह से प्राप्त अधिकतम धागा व्यास 52 मिलीमीटर है।
स्लाइडिंग प्लेट में दो समान भाग होते हैं। वे एक निश्चित अंतराल के साथ डाई में स्थापित होते हैं। काम की प्रक्रिया में, भागों एक साथ करीब आते हैं।

बाहरी धागे काटते समय वर्कपीस के व्यास का चयन
बाहरी व्यास के आयाम का सही चयनमूल वर्कपीस परिणामी धागे की गुणवत्ता की गारंटी है। सतह पर (छेद में) बाहरी और आंतरिक दोनों को काटना केवल कुछ आवश्यकताओं को पूरा करने पर ही संभव है। ताकि डाई टूट न जाए और जाम न हो, सिलेंडर का व्यास नाममात्र धागे से कई मिलीमीटर कम दसवां होना चाहिए। काटने की प्रक्रिया में, धातु को कुछ हद तक निचोड़ा जाएगा और मरने के आकार में भर दिया जाएगा, ताकि अंतर कम से कम हो।
बाहरी काटने के लिए सतह की तैयारी
एक बार धागा कैसे करें?यह ध्यान दिया जाना चाहिए कि लुढ़का पट्टी का व्यास धागे के व्यास से कम से कम एक मिलीमीटर अधिक होना चाहिए, ताकि एक खराद पर कालापन हटाने के लिए एक भत्ता हो। एक काले अनुपचारित सतह पर काटना अत्यधिक अवांछनीय है: एक उच्च संभावना है कि मरने पर एक गैर-धातु समावेशन और ब्रेक मिल जाएगा।
एक व्यास पर बाहरी व्यास को ग्रूव करने के बादमशीन को एक चम्फर को पीसने की जरूरत है। यह तत्व आवश्यक है, सबसे पहले, मरने के लिए डुबकी सुनिश्चित करने के लिए, और दूसरी बात, एक खराद पर अंत चेहरे को काटते समय प्राप्त तेज गड़गड़ाहट को हटाने के लिए।

कार्यों का अनुक्रम
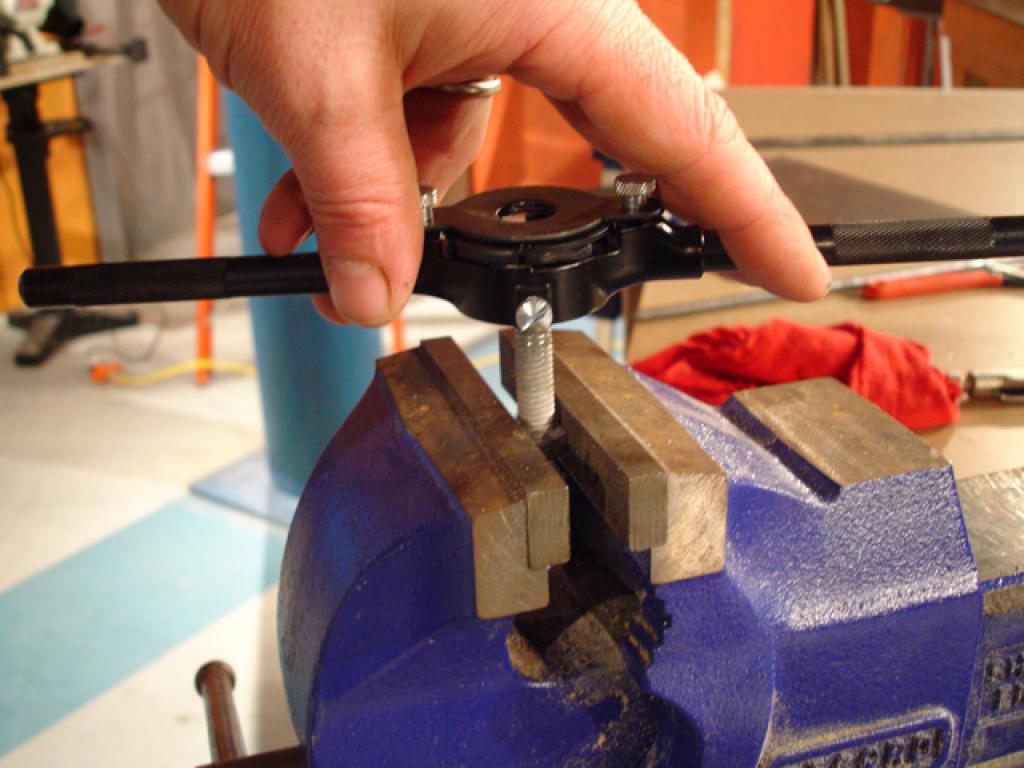
धागे को सही ढंग से कैसे काटें? यह ऑपरेशन निम्न अनुक्रम में मैन्युअल रूप से किया जाता है:
- मूल वर्कपीस एक बेंच विस में तय की गई है। इस मामले में, ऊर्ध्वाधर स्थिति से कोई विकृतियां और विचलन नहीं होना चाहिए।
- डाई घुंडी से जुड़ी हुई है। डाई के अंत को मरने वाले की अंतिम सतह से मेल खाना चाहिए।
- पहले घुमाव को थोड़े प्रयास से किया जाता है: मुख्य बात यह है कि दिशा को सही ढंग से सेट करें और मरने के तिरछेपन से बचें।
- धागे को अपनी पूरी लंबाई के साथ काटने के बाद, रिंच को वामावर्त घुमा दिया जाना चाहिए।
धागा काटने की तकनीक
इस मामले में आकार देने वाला उपकरणनल है। इस उपकरण के साथ धागा कैसे करें? सिद्धांत रूप में, यह भी काफी सरल है: थ्रेड रूट के व्यास की तुलना में थोड़ा बड़ा व्यास वाला एक छेद धातु में ड्रिल किया जाता है, नल खुद को शैंक के साथ घुंडी में डाला जाता है, जिसके बाद धागा को काटने के दौरान छेद में पेंच करना शुरू होता है। बाह्य रूप से, टूल बोल्ट की तरह दिखता है। यह उच्च शक्ति वाले मिश्रधातु उपकरण स्टील से बना एकमात्र है और इसमें चिप निकासी के खांचे हैं।
मैन्युअल रूप से धागे काट - दोनों एक मरने के साथ औरएक नल बहुत मुश्किल काम है, और कुछ अनुभव के बिना इस ऑपरेशन को करना मुश्किल होगा (सबसे पहले, शारीरिक रूप से)। प्रक्रिया को सुविधाजनक बनाने के लिए, विशेष उपकरण किट उपलब्ध हैं। यह सेट आपको एक पास में एक धागा नहीं, बल्कि तीन में कटौती करने की अनुमति देता है, जबकि तीन अलग-अलग नल (किसी न किसी, अर्द्ध-परिष्करण और परिष्करण) का उपयोग करते हुए।

पाइप सतह धागा
नलसाजी कार्य करते समय, अक्सरपाइप पर धागे काटने के लिए आवश्यक हो जाता है। यह कैसे किया है? कोई बुनियादी अंतर नहीं हैं। अंतर केवल इतना है कि पाइप अंदर से खोखला है। बस इतना ही। इन उद्देश्यों के लिए, एक पारंपरिक डाई और एक घुंडी या एक पेंच काटने वाला खराद का उपयोग किया जा सकता है।
इसके अलावा, पाइप की सतह पर प्रक्रिया को पूरा करने के लिए, तथाकथित शैंक का उपयोग किया जाता है। इस स्थिति में, स्लाइडिंग और ठोस दोनों का उपयोग किया जा सकता है।
काटने की प्रक्रिया एक विश्वसनीय से पहले होती हैपाइप सेक्शन को ठीक करना (एक वाइस या विशेष प्रिज्म में), जिसके बाद सतह को गंदगी और ऑक्साइड से साफ किया जाता है, बैंड आरा से बूर को हटा दिया जाता है। तेल के साथ सतह को चिकनाई करने की सिफारिश की जाती है। इन तैयारी संचालन के बाद ही कोई भी सीधे काटने के लिए आगे बढ़ सकता है।

मशीन पर फैल रहा है
हाथ-थ्रेडिंग कठिन मैनुअल श्रम है। इसलिए, यदि मास्टर के पास धातु उपकरणों की सहायता का सहारा लेने का अवसर है, तो इसका उपयोग किया जाना चाहिए।
खराद पर धागे कैसे काटें?सार्वभौमिक पेंच-कटिंग खराद इस ऑपरेशन को कई तरीकों से करने की अनुमति देता है: एक डाई (बाहरी), एक टैप (आंतरिक), साथ ही एक टर्निंग टूल विशेष रूप से एक थ्रेड के रूप में धारित होता है जिसमें टूल स्टील या एक बदली प्लेट के साथ एक टूल होता है।
जब एक डाई और एक नल के साथ काटते हैं, तो वर्कपीसको तीन-जबड़े के केंद्र में स्थापित किया जाता है, जिसके बाद मशीन ड्राइव चालू हो जाती है, और स्पिंडल घूमने लगता है। सुरक्षा कारणों से रोटेशन की गति न्यूनतम (एक या दो से अधिक क्रांतियां नहीं) होनी चाहिए। दस्ता के साथ एक डाई (टैप) वर्कपीस के अंत से जुड़ा हुआ है और इसके खिलाफ थोड़ा दबाया जाता है। उसके बाद, आपको घुंडी को तब तक पकड़ना होगा जब तक यह आवश्यक लंबाई के धागे को नहीं काटता है। फिर रिवर्स चालू किया जाता है, और डाई विपरीत दिशा में पहुंच जाती है।
कटर के साथ कटिंग कई पास में की जाती है। इस मामले में, धुरी के एक क्रांति के लिए कटर अक्षीय दिशा में कदम के बराबर राशि से चलता है।










