तार ईडीएम मशीनविभिन्न घनत्वों की धातुओं में छिद्रों के सटीक निष्पादन के लिए कार्य करता है। उपकरण उच्च सटीकता और चिकनाई के साथ चलता है। इसके लिए इंजन एक अद्वितीय तकनीक का उपयोग करके मशीन टूल निर्माता पर निर्मित होते हैं।
डिज़ाइन
तार ईडीएम मशीनविमान-समानांतर मोटर्स से लैस। इसके लिए, निर्माता अपने स्वयं के नियोडिमियम मैग्नेट (NdFeB - neodymium-iron-boron) बनाते हैं। उनके अलावा, एक अद्वितीय के-एसएमएस नियंत्रण प्रणाली की आवश्यकता थी।

क्लासिक ईडीएमतार कटर केवल विद्युत प्रवाहकीय वर्कपीस को संसाधित करने में सक्षम है। धातुएं काफी गहराई तक जला दी जाती हैं। कट साइट पर एक चिकनी सतह बनी हुई है, जिसे अक्सर अतिरिक्त प्रसंस्करण की आवश्यकता नहीं होती है।
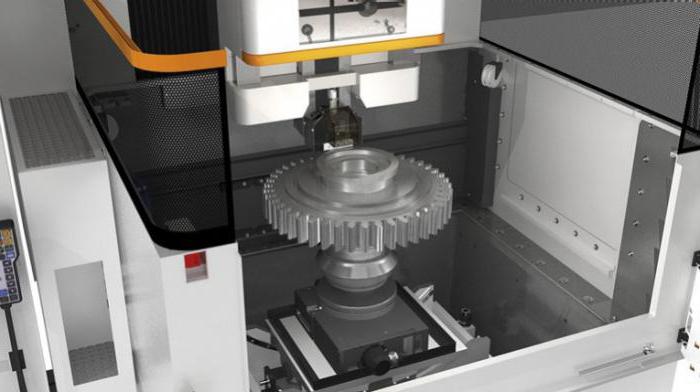
तार ईडीएम मशीनजटिल उत्पादों को प्राप्त करने में मदद करता है: मोल्ड्स, उपभेदों, शंक्वाकार और बेलनाकार सतहों, प्रोट्रूशियंस और बेवेल। बिक्री पर आप सरलतम संचालन के लिए उपयोग की जाने वाली दो-आयामी विधानसभाएं पा सकते हैं। पांच-अक्ष मशीनों का उपयोग करके अधिक जटिल उत्पाद प्राप्त किए जाते हैं।
ऑपरेशन के सिद्धांत
तार काटने की मशीन का उपयोग करने की प्रक्रिया मेंपीतल का तार सबसे अधिक इस्तेमाल किया जाने वाला उपकरण है। यह एक अनूठी तकनीक का उपयोग करके बनाया गया है, और प्रसंस्करण की गति और सटीकता इसकी गुणवत्ता पर निर्भर करती है।
यदि वर्णित मशीन में निर्मित एक उच्च-शक्ति उच्च आवृत्ति पल्स जनरेटर का उपयोग किया जाता है, तो पीतल का तार एक विशेष कोटिंग से सुसज्जित है। इसकी संरचना में कई परतें हैं:
- आधार - CuZn40 (तांबा-जस्ता मिश्र धातु) या पीतल। मोलिब्डेनम, तांबा का भी उपयोग किया जा सकता है।
- थर्मल प्रसार परत - 50% से अधिक जस्ता सांद्रता।
- शीर्ष परत शुद्ध जस्ता है।
इस संरचना के कारण, तार के कई फायदे हैं:
- उच्च तापमान का सामना करता है।
- प्रसंस्करण के दौरान चाप स्थिर है, कट साइट पर सैगिंग के गठन को बाहर रखा गया है।
- प्रति कट लंबाई में तार की खपत में कमी।
सीएनसी तार EDM मशीनेंमुख्य रूप से बैच उत्पादन में उपयोग किया जाता है। एकल उत्पाद महंगे उपकरणों की खरीद को सही नहीं ठहराते हैं, लेकिन कुछ हिस्से केवल इस प्रकार की कटौती के साथ प्राप्त किए जा सकते हैं। जस्ता कोटिंग उच्च आवृत्ति धाराओं से पीतल के बहा को समाप्त करके स्वचालित प्रक्रिया की निरंतरता सुनिश्चित करता है।
प्रसंस्करण की प्रक्रिया
EDM पर आधारित हैएक न्यूनतम हवा या पानी के अंतराल के माध्यम से एक उच्च आवृत्ति प्रवाह पारित करके एक चिंगारी के गठन पर। यह प्रक्रिया पीतल की भागीदारी के साथ सबसे अधिक सक्रिय रूप से होती है।

दिए गए उपकरणों पर धातु प्रसंस्करण के कई प्रकार हैं:
- कॉपी-सिलाई तकनीक।
- प्रोफाइल-कट।
- सिलाई।
अधिक बार ईडीएम मशीनों के लिए तारजंगम इकाई के लिए संलग्न करता है। वर्कपीस को स्थिर मेज पर रखा गया है। काटने की प्रक्रिया को सीएनसी प्रणाली के नियंत्रक द्वारा नियंत्रित किया जाता है, जो एक साथ कई अक्षों को नियंत्रित करता है।
प्रौद्योगिकी का सार
तार और के बीच विद्युत निर्वहनवर्कपीस धातु के हिस्से को हटाने की ओर जाता है। उत्सर्जित कणों को कार्यशील द्रव की मात्रा में छुट्टी दी जाती है। कीचड़ (क्रिस्टलीकरण करने वाले कण) को फिल्टर के बाहर निकाल दिया जाता है और काट दिया जाता है। प्रसंस्करण की गति को एम्परेज द्वारा नियंत्रित किया जाता है। लेकिन इष्टतम मोड का चयन किया जाना चाहिए, जिसमें काटने की प्रक्रिया के दौरान कोई सैगिंग नहीं बनता है।

इलेक्ट्रो-क्षरण उत्पादों को बहुत बनाने में मदद करता हैपतली दीवारें, यांत्रिक क्षति के बिना नरम धातुओं को संभालती हैं। यह काटने की विधि गहरी भेदी के लिए प्रयोग की जाती है। तार की मोटाई न्यूनतम है, केवल यह पैरामीटर प्राप्त छेद के व्यास को सीमित करता है।
अतिरिक्त प्रसंस्करण की आवश्यकता नहीं है, क्योंकिवर्तमान दालों द्वारा काटने के बाद, कोई गड़गड़ाहट नहीं रहती है। इसे शास्त्रीय मिलिंग विधियों में प्रयुक्त एक महंगे उपकरण की भी आवश्यकता नहीं है। यह चिपचिपी सामग्री से बने वर्कपीस के लिए प्रासंगिक हो जाता है।
उपकरण मापदंडों
सीएनसी प्रक्रिया नियंत्रण इलेक्ट्रो-क्षरण द्वारा धातु प्रसंस्करण की संभावनाओं का विस्तार करता है। लंबवतता और कुल्हाड़ियों के आंदोलन की सीधीता का विचलन 0.01 माइक्रोन से अधिक नहीं है।
निर्माताओं द्वारा यांत्रिक सटीकता की घोषणा की जाती है, औरकोई अतिरिक्त समायोजन की आवश्यकता नहीं है। मशीन एक स्वचालित चक्र की शुरुआत के लिए पूरी तरह से तैयार है, यह मानक कोड में भाग मॉडल को लोड करने के लिए पर्याप्त है।

आधुनिक इलेक्ट्रॉनिक्स सटीकता सुनिश्चित करते हैंकोणीय और रैखिक सेंसर के कारण विस्थापन, जिसका संकल्प 1.5 माइक्रोन के बराबर है। परिणामी आकृति की सटीकता। 1.5 से mic 5 माइक्रोन से 300 मिमी की लंबाई से भिन्न होती है।
विशेषताओं को व्यक्तिगत रूप से उत्पादन की जरूरतों के लिए चुना जाता है। इसके आधार पर, उपकरण की लागत का गठन होता है, एक उपयुक्त मॉडल पर केंद्रित होता है।
अतिरिक्त विकल्प
बिजली के कटाव के साथ मशीन का खरीदार प्रस्तुत विकल्पों के साथ उपकरण को वापस कर सकता है:
- सी अक्ष की नियंत्रित स्थिति। सबसे अधिक बार बेलनाकार वर्कपीस मिलिंग के लिए आवश्यक।
- स्वतंत्रता के अतिरिक्त उपकरण डिग्री के साथ बुर्ज। ऐसे मॉडल की मदद से, ज्यामितीय रूप से जटिल विवरण प्राप्त किए जाते हैं।
- तालिका में अतिरिक्त अक्ष हो सकते हैं। इस विकल्प का उपयोग शरीर के उत्पादों या कई चक्रों को एक चक्र में संसाधित करते समय किया जाता है।
मानक के रूप में सिस्टम शामिल हैंकाम कर रहे तरल पदार्थ की सफाई, 3 माइक्रोन तक की गुणवत्ता के साथ निस्पंदन की अनुमति देता है। गंदे कारतूस मानक आकार हैं और काफी जल्दी बदलते हैं।











