الشمع المفقود يكفيطريقة شعبية لإنتاج مسبك. تتميز الطريقة بتعقيد العملية التكنولوجية وارتفاع تكاليف العمالة للعمليات التحضيرية. لذلك ، يتم استخدامه حيثما كان ذلك ضروريًا لمراقبة الأبعاد بدقة وضمان الجودة العالية لسطح الأجزاء. هذه هي الطريقة التي يتم بها صب شفرات التوربينات والأدوات عالية الأداء والأطقم الصناعية والمجوهرات ، فضلاً عن المنحوتات ذات التكوين المعقد. إن جوهر الاستثمار في الصب هو أن قالب الصب مكون من قطعة واحدة ، ولا تتم إزالة النموذج المصنوع من مواد منخفضة الانصهار أثناء التشكيل ، ولكن يتم صهره. هذا يضمن مراعاة دقيقة للحجم والارتياح. يُسكب المعدن في التجويف المتبقي من النموذج. عند اكتمال التبريد ، يتم إتلاف القالب وإزالة المنتج. عند صب سلسلة كبيرة ، يتم تقليل تكلفة المنتج.
مزايا الطريقة
الميزة الرئيسية لصب الاستثمار هي دقة نقل الشكل وخشونة السطح المنخفضة. بالإضافة إلى ذلك ، هناك مزايا أخرى:
- يتوفر إنتاج أجزاء من السبائك التي يتم تشكيلها بشكل ضعيف.
- يتم تقليل الحاجة إلى مزيد من المعالجة.
- يتم صب المنتجات ، والتي يجب تصنيعها في أجزاء وتجميعها معًا بطرق أخرى.
- مع سلسلة كبيرة ، يتم تحقيق انخفاض في كثافة العمالة المحددة (لكل منتج واحد) وتكلفتها.
- إمكانية الميكنة والأتمتة الجزئية للعمليات التحضيرية للصب نفسه.
هذه المزايا تجعل الطريقة واحدة من أكثر الطرق شيوعًا واستخدامها في علم المعادن اليوم ، خاصةً مع طرق الصب التقدمي الحديثة.
مساوئ الاستثمار الصب
يبدو أن المزايا التي لا شك فيها للطريقة ،كان عليها أن تضمن هيمنتها من بين طرق أخرى. ومع ذلك ، على الرغم من شعبية طريقة الاستثمار في الاستثمار ، فإن العيوب تعيق اعتمادها على نطاق واسع. العيب الرئيسي هو تعقيد العملية التكنولوجية متعددة المراحل. يتطلب معدات تكنولوجية معقدة ومكلفة إلى حد ما للمراحل التحضيرية. بالنسبة للمنتجات غير المعقدة التي يتم إنتاجها في سلاسل صغيرة ، فإن هذه الطريقة لها سعر تكلفة أعلى.
للحصول على تطبيق فعال من حيث التكلفة من الصب علىتتم مقارنة مزايا وعيوب الطريقة بالشمع المفقود ، ويتم اتخاذ القرار بشأن اختيارها على أساس تقييم نسبة السعر / الجودة. لذلك ، يتم استخدامه بشكل أساسي للمنتجات الأكثر تطلبًا والأكثر تكلفة والتي يصعب الحصول عليها بطريقة أخرى ، على سبيل المثال ، شفرات التوربينات والمنحوتات والأدوات عالية السرعة وما إلى ذلك. مجال آخر للتطبيق هو المصبوبات الكبيرة الحجم ، والتي يمكن أن تحقق وفورات الحجم وفورات كبيرة في التكاليف.
تكنولوجيا
تكنولوجيا صب الاستثمارعملية إنتاج متعددة المراحل ، وتتميز بكثافة عمالة عالية نسبيًا. في المرحلة الأولى ، يتم تنفيذ نموذج رئيسي ، وسيصبح المعيار لصنع نماذج العمل حتى بعد اجتياز جميع مراحل المنتج النهائي. لإنتاج نموذج رئيسي ، يتم استخدام كل من تركيبات النماذج الخاصة والتركيبات التقليدية - الجبس أو الخشب. يجب أن تجمع مادة النموذج الرئيسي بين القوة وسهولة المعالجة.
علاوة على تكنولوجيا الاستثمار الصبينص على إنشاء قالب يتم فيه صب جميع نماذج العمل. القوالب مصنوعة من الجص والمطاط والسيليكون ، وغالبًا ما تكون معدنية. من الناحية الهيكلية ، يجب بالضرورة أن تكون قابلة للفصل ومصممة للاستخدام المتكرر. يُملأ القالب بتركيبة نموذجية ، وبعد أن يصلب ، يتم تفكيكه وإزالة نموذج العمل التالي.
في إنتاج الأجزاء الفريدة أو الإصدارات الصغيرة ، يتم تخطي مراحل إنشاء التصميم الرئيسي والقالب ، ويتم إجراء التخطيط (أو عدة نسخ) عن طريق صب المواد يدويًا.
الخطوة التالية في عملية الاستثمارللنماذج - إنتاج قالب صب حول نموذج (أو مجموعة نماذج). هذه القوالب غير قابلة للفصل بالفعل من الناحية الهيكلية ويمكن التخلص منها ، مما يجعل من الممكن تحقيق الامتثال الكامل لأبعاد المنتج وخشونته. في الصناعة الحديثة ، يتم استخدام نوعين من القوالب - قوالب الطين الرملي التقليدية للصب في قوالب الأرض والقوالب - لإنتاج أجزاء دقيقة ومكلفة.
بعد الانتهاء من القالب ، يتم صهر النموذج منه عن طريق التسخين أو النفخ بالبخار المحمص. يتم تقوية قوالب القشرة بشكل إضافي بالتسخين إلى 1000 درجة مئوية.

المرحلة الأخيرة من العملية تشمل الفعليتعبئة المنتج أو تبريده في الظروف الطبيعية أو باستخدام تقنية خاصة في الترموستات وكسر القالب وتنظيف المنتج. تسمح هذه الطريقة بالحصول على مصبوبات عالية الجودة تزن من عدة جرامات إلى عشرات الكيلوجرامات.
تركيبات نموذجية
يجب أن تحتوي مادة إنتاج التصميم على خصائص معينة. يجب أن يكون لها خصائص مثل:
- اللدونة في المرحلة الصلبة. من الضروري التكرار الدقيق لشكل المنتج المستقبلي وتصحيحه ، إذا لزم الأمر.
- قوة. يجب أن يتحمل النموذج عملية تشكيل الشكل من حوله دون تشوه.
- درجة انصهار منخفضة. يجب ألا يكون عرض النموذج مستهلكًا للوقت وموفرًا للطاقة.
- السيولة المنصهرة. يجب أن يتغلغل التكوين بسهولة في جميع فترات الاستراحة وتفاصيل الإغاثة ، مع تكرار الخطوط العريضة للتفاصيل المستقبلية بدقة.
- الربحية. مهم بشكل خاص للإنتاج بكميات كبيرة.
بالنسبة للصيغ النموذجية ، يتم استخدام خليط عادةالإستيارين والبارافين. تكمل هذه المواد بنجاح معلمات بعضها البعض ، وتعوض عن عدم كفاية نقطة انصهار شمع البارافين واللزوجة المفرطة للاستيارين.
لا تقل شعبية في الصناعةتركيبات تعتمد على شمع الليغنيت. وتتمثل خصائصه الرئيسية في مقاومة الرطوبة والقوة والقدرة على تكوين طلاءات ناعمة للغاية ، وهي ذات قيمة خاصة لنمذجة المنتجات.
تستخدم أيضًا تركيبات تتكون من خليط من شمع الليغنيت والبارافين والإستيارين.
صنع القالب
لإنتاج منتجات فريدة التصميمأعدت بقطع من قطعة من المواد النموذجية باليد أو بالقوالب. تصنع النماذج على شكل أجسام ثورة أيضًا على مخارط. في الآونة الأخيرة ، أصبحت طريقة الطباعة ثلاثية الأبعاد للنماذج أكثر انتشارًا. إنها مناسبة لكل من التخطيطات الفردية والسلسلة الصغيرة.

تكلفة طابعة صناعية حديثة ثلاثية الأبعادلا يزال مرتفعًا ، ومع ذلك ، نظرًا لسهولة إعادة التكوين من منتج إلى آخر ، يمكن أن يصبح أداة فعالة لصنع النماذج في حالة وجود عدد كبير من الطلبات غير المتجانسة للسلسلة الصغيرة.
من أجل إنتاج كميات كبيرةتخطيطات متطابقة ، المصفوفة مصنوعة من الجص أو المطاط أو السيليكون أو المعدن. يتم إنتاج مخططات العمل ، بدورها ، عن طريق الصب بالقالب. حسب التصميم ، يجب أن يكون القالب قابلاً للطي لضمان إمكانية تصنيع عدد معين من النماذج. يجب أن توفر المادة المختارة أيضًا مثل هذا الاحتمال ، وبالتالي ، يتم فرض متطلبات مثل القوة والكثافة والخشونة المنخفضة والخمول الكيميائي فيما يتعلق بالنموذج. يجب أيضًا أن تحتوي مادة القالب على حد أدنى من الالتصاق بالدمية لضمان سهولة إزالة الدمية النهائية ولضمان دقة الأبعاد. من الخصائص المهمة للقالب قوته ومتانته ، خاصة بالنسبة للسلسلة الكبيرة.
صنع النماذج والكتل
طريقة تصنيع واسعة الانتشارنماذج الشمع المفقود - صبها تحت ضغط منخفض في قوالب. يتم حقن المزيج السائل يدويًا باستخدام محاقن مكبسية ومنفاخ ميكانيكي أو هيدروليكي أو هوائي. في حالة استخدام شمع الليغنيت ، يلزم تسخين خطوط أنابيب التغذية للتكوين بسبب لزوجته العالية. تصنع نماذج البوليسترين الرغوي بالبثق على وحدات التشكيل الآلية.
لتحسين الكفاءة الاقتصادية وتقليل كثافة اليد العاملة في حالة الإنتاج الضخم للمسبوكات الصغيرة ، يتم دمج نماذجهم في كتل. تتشكل أنظمة البوابات فوق الكتل عن طريق ربط النماذج الفردية بالبوابات باستخدام مكواة لحام يدوية. في حالة المسبوكات الفردية أو السلسلة الصغيرة ، يتم تصنيع النماذج يدويًا.

عند تشكيل أنظمة البوابات ، فمن الضروريضمان تدفق الذوبان غير المضطرب ، وتعبئة موحدة لجميع عناصر المصفوفة. عند ملء القالب من ASG ، يجب عليك أيضًا التأكد من ملء جميع الفتحات بين العصي بالتساوي وعدم تلفها.
صنع النموذج
في طريقة الاستثمار المدروسة ، هناك نوعان رئيسيان من القوالب:
- مخاليط الرمل والطين (ASM).
- يشبه شل.
قوالب الصب للاستثمار من ASGتستخدم في الغالب في إنتاج سلسلة صغيرة من المنتجات التي لا تتطلب دقة عالية جدًا. عملية تصنيعها شاقة إلى حد ما وتتطلب مؤهلات عالية ، وفريدة من نوعها في كثير من الأحيان ، من المصممين والقوالب. العمليات الفردية فقط هي التي تصلح للميكنة الجزئية ، مثل تحضير وتعبئة رمال القولبة ، وصدمها.
من ناحية أخرى ، تُستخدم قوالب الصدف لإنتاج الأجزاء التي تتطلب دقة تصنيع خاصة. تعتبر عملية تصنيعها أكثر تعقيدًا وطولًا ، لكنها تفسح المجال بشكل أفضل للميكنة.
صب في الأرض
هذه هي أقدم طريقة أتقنتها البشرية.معالجة المعادن. لقد أتقنها أسلافنا بالتزامن مع بداية استخدام المنتجات المعدنية كأسلحة أو أدوات أو أواني ، أي منذ حوالي 5 آلاف عام. يُسكب المعدن المنصهر في قالب مُعد من خليط من الرمل والطين. نشأت الأماكن الأولى لمعالجة المعادن للتو حيث كانت توجد رواسب قريبة من المعادن على شكل شذرات وغضنات. ومن الأمثلة النموذجية مصنع Kaslinsky في جبال الأورال ، المشهور عالميًا بصب الدانتيل المصبوب من الحديد الزهر.

يتم تطبيق طريقة الاستثمارلتصنيع المنتجات المعدنية - السوداء وغير الحديدية. وفقط بالنسبة للمعادن التي تظهر ميلًا متزايدًا للتفاعل في المرحلة السائلة (مثل التيتانيوم) ، من الضروري عمل مصفوفات من التراكيب الأخرى.
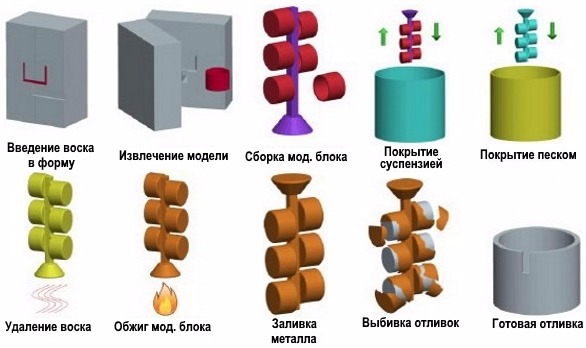
تتكون عملية إنتاج الصب ASM من المراحل التالية:
- صناعة نموذج؛
- إعداد حلقة الاستثمار ؛
- ردم وضغط الخليط في القارورة ؛
- سباكه المعادن؛
- استخراج وتنظيف الصب.
شكل من ASG - استخدام واحد. للحصول على المنتج النهائي ، عليك كسره. في نفس الوقت ، معظم الخليط متاح لإعادة التدوير.
تُستخدم التراكيب كمواد لـ ASGمن رمال الكوارتز بأحجام الحبوب المختلفة والطين البلاستيكي ، والتي يتراوح محتواها من 3 إلى 45 في المائة. لذلك ، على سبيل المثال ، يتم إنتاج المسبوكات الفنية باستخدام خليط يحتوي على 10-20٪ من محتوى الطين ؛ وبالنسبة للمسبوكات الكبيرة بشكل خاص ، يتم رفع محتوى الطين إلى 25٪.
يتم استخدام نوعين فرعيين:
- تواجه المخاليط.توجد على السطح الداخلي للقالب وتتفاعل مع المعدن المنصهر. يجب أن تكون مقاومة للحرارة ، ولا يمكن تدميرها بفعل الاختلافات في درجات الحرارة والضغوط الناتجة عنها. تحتوي هذه الخلطات على حبيبات دقيقة لنقل تفاصيل السطح بدقة. تعتبر سعة نقل الغاز للخليط مهمة جدًا أيضًا.
- حشوة الخلائط.يتم استخدامها للردم بين الطبقة المواجهة وجدران الدورق. يجب أن يتحمل وزن المعدن المصبوب ، ويحافظ على شكل المنتج ويسهل التنفيس الكامل في الوقت المناسب. إنها مصنوعة من درجات أرخص من الرمل وقابلة لإعادة الاستخدام.
إذا تسربت غازات الصب ليس من خلال كتل خليط الصب ، ولكن من خلال نظام البوابة ، تظهر عيوب في الصب ، مما يؤدي إلى الرفض.
تقنية صب الأرض التقليدية بالتفصيليتضح في الشريط من قبل A. Tarkovsky "Andrei Rublev". في رواية "الجرس" ، يقود الشاب بوريسكا ، نجل سيد متوفى ، أرتل مسبكًا ويضع جرس الكنيسة وفقًا للمخطط.
صب القشرة
طريقة الاستثمار في قوالب الصدفتتميز النماذج بأفضل نقل لأبعاد المنتج وخشونة سطح منخفضة. يتكون النموذج من مركبات منخفضة الذوبان ، مثل شمع الليغنيت. تستخدم المسابك أيضًا على نطاق واسع تركيبة البارافين - الإستيارين بنسب متساوية. في حالة المسبوكات الكبيرة ، يتم تضمين الأملاح في مادة النموذج لحماية النموذج من التشوه. عن طريق الغمر في محلول ، يتم تغطية النموذج في 6-10 طبقات مع تعليق عالي الحرارة.

الموثق عبارة عن سيليكات متحللة في الماءكغبار مقاوم للحرارة ، يتم أخذ بلورات من البورون الكهربائي أو الكوارتز. تتميز المواد المستخدمة في إنتاج قوالب القشرة بالقوة العالية ، والرطوبة المنخفضة ، ونفاذية الغاز الممتازة.
يتم تجفيف النموذج في جو من غاز الأمونيا.في المرحلة التالية ، يتم تسخين القالب إلى 120 درجة مئوية لإزالة نموذج البارافين. يُزال الخليط المتبقي بالبخار المحمص تحت ضغط عالٍ. ثم يتم تكليس القالب عند درجة حرارة تصل إلى 1000 درجة مئوية ، مما يؤدي إلى توحيد وإزالة المواد التي يمكن إطلاقها في شكل غازات أثناء عملية الصب.
يتم وضع القشرة في نوع من القارورة ، والتيتغفو برصاصة فولاذية. يساعد هذا في الحفاظ على التكوين عند ملء القالب بالذوبان وفي نفس الوقت يحسن ظروف التبريد للصب. يصب المصهور في قوالب ساخنة حتى 1000 درجة مئوية. بعد تبريد المنتج وفقًا لبرنامج خاص في منظم الحرارة ، يتم إتلاف القالب وإزالة الصب وتنظيفه.
الميزة الرئيسية لطريقة الصب هذه هي الدقة العالية لأبعاد المنتج وخشونة السطح المنخفضة.
مزايا إضافية للطريقة:
- صب الأجزاء من السبائك التي يصعب تصنيعها آليًا.
- صب المنتجات التي كان من الممكن أن يتم صبها قطعة قطعة ثم تجميعها معًا.
تتمثل عيوب هذه الطريقة في الاستثمار في انخفاض معدل استخدام المعادن وزيادة كثافة اليد العاملة.
صب الدقة
صب الاستثمار الدقيق - لذلكيتم استدعاء كل من التكنولوجيا والمنتج النهائي نفسه. يتم ضمان الدقة العالية في الصب من خلال حقيقة أنه أثناء تحضير القالب ليست هناك حاجة لإزالة نموذج المنتج منه. باستخدام الطريقة التقليدية ، يعد إنتاج قالب الصب عملية متعددة المراحل معقدة وتستغرق وقتًا طويلاً. هذا صحيح بشكل خاص في حالة أجزاء الصب ذات التكوين المعقد ، مع فترات الاستراحة والاكتئاب والتجاويف الداخلية.
على سبيل المثال ، عند صب الحديد الزهر أو إناء النحاس ،بوجود انحناء متغير للسطح ، عليك استخدام الكثير من الحيل. لذلك ، أولاً ، النصف السفلي من حلقة الاستثمار محشو ، ثم تتم إزالة النموذج ، وقلبه ، ويتم صدم النصف العلوي. يجب أن يكون النموذج مركبًا ، مقابض المزهرية مصنوعة من عنصرين ، يتم سحبها من خلال تجويف النموذج في خطوتين - أولاً العنصر السفلي ، ثم العنصر العلوي. لا يمكن أن تؤثر كل هذه عمليات التقليب والسحب العديدة بشكل إيجابي على سلامة سطح القالب ، وفي النهاية على دقة أبعاد الصب وجودة سطحه. بالإضافة إلى ذلك ، لا تزال هناك مشكلة المحاذاة الدقيقة لأجزاء القارورة وتعلقها الموثوق به مع بعضها البعض.
صب الاستثمار خالية منهذه العيوب ، لا تتطلب مثل هذا التأهيل العالي للمصممين ويقلل بشكل كبير من تعقيد العمليات التحضيرية للصب. هذا واضح بشكل خاص في الكميات الكبيرة من المسبوكات.
تتيح لك الطريقة تحقيق فئة الدقة 2-5وفقًا لـ GOST 26645-85. وهذا يجعل من الممكن صب منتجات عالية الدقة مثل شفرات التوربينات وأدوات القطع ، بما في ذلك القواطع والمثاقب عالية الأداء ، والأقواس ذات الأحمال العالية الحرجة ، والأجزاء الصغيرة ذات الأحمال العالية للمركبات ، والأدوات الآلية والآليات المعقدة الأخرى.
أبعاد عالية ودقة عاليةتقلل فئة السطح من الحاجة إلى مزيد من المعالجة الآلية للمسبوكات ، مما يوفر المعدن ويقلل من تكاليف الإنتاج.
معدات
معدات صب الاستثمارمتنوع ومعقد مطلوب. تدمجها الشركات في مجمع واحد يعمل بسلاسة ، منظم كموقع أو ورشة عمل أو إنتاج منفصل.
يعتمد تكوين المجمع على حجم الإنتاج والحجم والتكوين وإنتاج المسبوكات
لذلك ، في إنتاج أطقم الأسنان والمجوهرات ، ستشمل المعدات:
- طاولة نموذجية
- فرن دثر مع ترموستات.
- مجموعة من المباضع والملاعق لتصحيح شكل النموذج ؛
- لوحة صب
- قارورة؛
- حاويات لتخزين وتحضير رمل التشكيل ؛
- مجموعة من الأدوات لدك رمل القولبة ؛
- بوتقة لصهر المعدن.
- ملقط.
- مطرقة لكسر القالب.

سوف تناسب منشأة الإنتاج بسهولةطاولة واحدة وخزانة واحدة. إذا تم التخطيط للإنتاج التسلسلي ، على سبيل المثال ، مصبوبات الألمنيوم - أجزاء من أي جهاز ، فستكون المعدات مطلوبة من أجل:
- صب وصب قوالب السيراميك ؛
- أشكال التجفيف
- إذابة مادة النموذج وتطبيق طبقة مقاومة للحرارة ؛
- تنظيف المسبوكات من مواد الصب.
وأخيرًا ، تم تصميم المعدات الفعلية لمجمع المسبك لتذويبها وصبها في قالب. يمكن أن تكون معدات للصب:
- تحت ضغط منخفض
- نابذة؛
- بالطريقة الجاذبية المعتادة.
مصانع الحقن والطرد المركزيتمثل المصبوبات مجمعًا إنتاجيًا آليًا وآليًا عاليًا منفصلًا ، معزولًا عن جو ورشة العمل. إنها تقلل من العمل اليدوي ووجود شخص في ظروف ضارة. تضمن الغرف المغلقة ، التي توجد بها المجمعات ، التقاط وتنقية كاملة لغازات النفايات ، مما يزيد بشكل كبير من الملاءمة البيئية للمؤسسة.
يتمتع الاستثمار المصبوب بإمكانية تطوير عالية إلى حد ما ، خاصةً مع طرق صنع القالب التدريجي والصب.











