Сучасну техніку просто неможливо уявитибез різьбових з'єднань. Різьблення має цілу низку переваг у порівнянні з іншими видами роз'ємних і нероз'ємних кріплень: зусилля затиску можна регулювати за допомогою динамометра, що унеможливлює руйнування корпусних деталей. Таке з'єднання добре переносить динамічні навантаження, його просто розібрати та знову зібрати.
Однак застосування різьбових з'єднань необмежується лише промисловістю. Вдома в побуті дуже часто виникає потреба нарізати різьблення. Як і в якій послідовності це правильно здійснити? Який інструмент для цього потрібний? У статті міститься корисна інформація, яка допоможе в цьому людям, які не мають такого досвіду.
способи
Різьблення - свого роду гвинтова канавка по зовнішній поверхні циліндра (зовнішня) або на поверхні отвору (внутрішня).
Для нарізування зовнішньої різьби використовується плашка, для внутрішнього – мітчик.
Але цей метод і інструмент придатні лише вдомашніх умовах або ремонтному виробництві, тому що вимагають великих витрат часу на нарізування. При масовому виробництві металовиробів (болтів) різьблення не нарізають, а накочують на спеціальному обладнанні обробки металів тиском. При цьому важливо, щоб заготівля була нагріта до температури понад 750 градусів (тоді відбуватиметься динамічна рекристалізація та усунення текстури). Таке виконання є неточним. І тому для відповідальних сполук різьблення нарізають.
Різьбову поверхню можна отримати обробкою на токарно-гвинторізному верстаті. Для цього можуть використовуватися як плашка з мітчик, так і спеціальні токарні різці.
Крім того, бурхливий розвиток електроніки уможливив обробку різьбових поверхонь на токарних і навіть фрезерних верстатах із ЧПУ.

Загальна інформація
На території країн СНД діє стандартметричної різьблення. Її кут дорівнює шістдесяти градусів у перерізі. У країнах Заходу застосовується дюймове різьблення (кут 55 градусів). Про це слід пам'ятати, коли купуються будь-які запчастини на автомобіль або іншу техніку.
Залежно від геометричної форми зубів різьблення у перерізі виділяються прямокутні, трикутні, трапецеїдальні та інші варіанти.
Особливий вид різьблення – кулько-гвинтова пара.Вона знайшла застосування лише у верстатобудуванні. При інтенсивній експлуатації гвинтова поверхня зношується. Однак конструкція ШВП дозволяє регулювати та усувати люфт.
Існують різьблення з правим заходом (найбільшпоширені) і лівим (мають обмежене та вузькоспеціальне застосування). Навряд чи можна знайти плашку або мітчик для нарізування лівого різьблення. Нарізати на верстаті – мабуть єдиний можливий спосіб. Їм рекомендується скористатися за відсутності інших варіантів виконання.
Зовнішнє різьблення: як нарізати плашкою
Найбільш простий та доступний спосіб нарізуваннярізьблення на зовнішній циліндричній поверхні – скористатися плашкою. Залежно від конструкції пристрій може бути круглим, призматичним, розсувним.
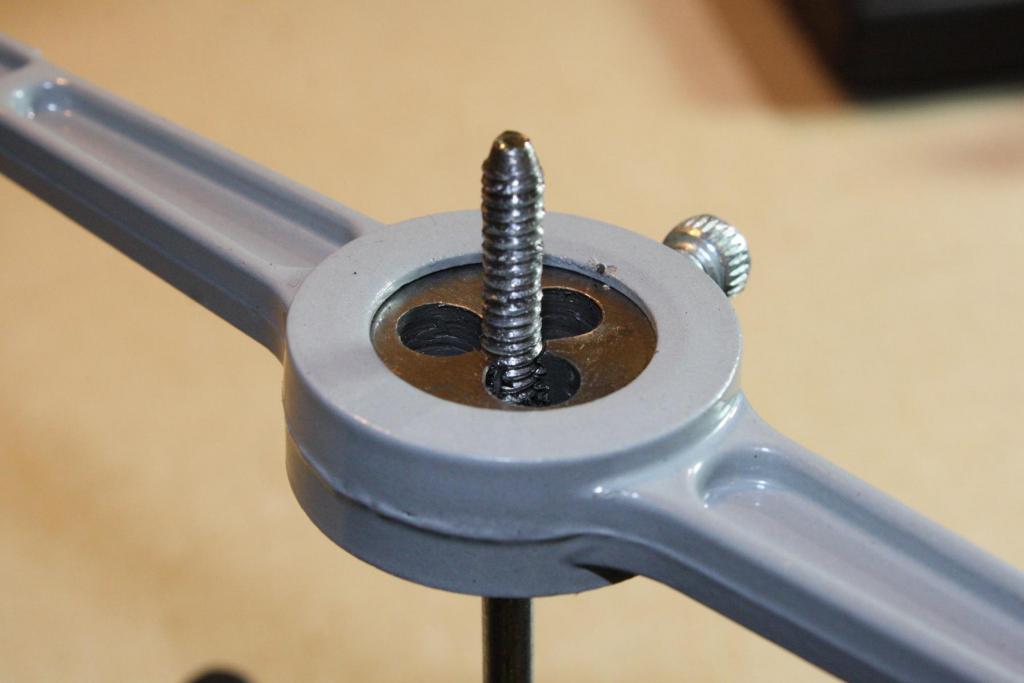
Кругла плашка чимось нагадує гайку.Тільки зовнішній контур є не шестикутником, а звичайним кругом з невеликими заглибленнями для кріплення до коміра. Відрізняється від гайки наявністю трьох канав для виходу стружки при нарізанні різьблення.
Круглі плашки формують різьблення всього за одинпрохід інструменту. Тому при роботі в зону різання необхідно подавати мастило. Максимальний діаметр різьблення, який отримується таким способом, дорівнює 52 міліметрам.
Розсувна плашка складається із двох ідентичних частин. Вони встановлюються в клуп з певним зазором. У процесі роботи частини зближуються.

Підбір діаметра заготовки при нарізуванні зовнішньої різьби
Правильний вибір зовнішнього діаметрального розмірувихідної заготівлі – запорука якості отриманого різьблення. Нарізати різьблення (як зовнішнє, так і внутрішнє) на поверхні (в отворі) можна лише при дотриманні певних вимог. Так, щоб плашка не поламалася і її не заклинило, діаметр циліндра повинен на кілька десятих часток міліметра бути менше номіналу різьблення. У процесі різання метал певною мірою видавлюватися і заповнювати за формою плашку, так що зазор буде мінімальним.
Підготовка поверхні при зовнішньому нарізуванні
Як нарізати різьблення на прутку?Слід зазначити, що діаметр прутка прокату повинен хоча б на міліметр перевищувати діаметр різьблення, щоб був припуск для зняття на токарному верстаті чорноти. Нарізати по чорній необробленій поверхні вкрай небажано: велика ймовірність того, що плашка знайде на неметалеве включення і поламається.
Після проточування зовнішнього діаметра на токарномуверстаті необхідно проточити фаску. Цей елемент необхідний, по-перше, для того, щоб забезпечити врізання плашки, а по-друге, щоб прибрати гострий задир, отриманий при підрізанні торця на токарному верстаті.

Послідовність дій
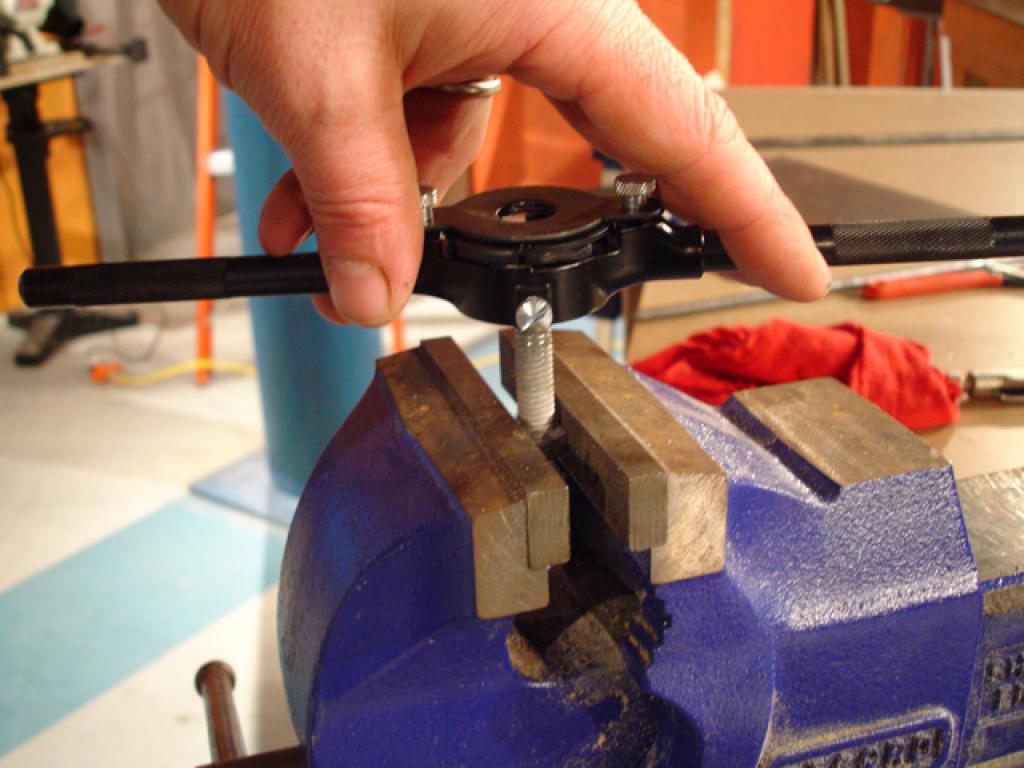
Як правильно нарізати різьблення? Виконання цієї операції ручним способом здійснюється у наступній послідовності:
- Вихідна заготовка кріпиться у слюсарних лещатах. При цьому не повинно бути перекосів та відхилень від вертикального положення.
- Плашка кріпиться до коміра. Торець плашки повинен співпадати з торцевою поверхнею плашкотримача.
- Перший оборот здійснюється з незначним зусиллям: головне – правильно задати напрямок та уникнути перекосу плашки.
- Після того як різьблення буде нарізане по всій довжині, вороток слід починати обертати проти годинникової стрілки.
Технологія нарізування внутрішньої різьби
Формотворчим інструментом у цьому випадкує мітчик. Як нарізати різьблення цим інструментом? В принципі, теж досить просто: в металі просвердлюється отвір діаметром трохи більше діаметра западини різьблення, сам мітчик вставляється хвостовиком у комір, після чого починає вкручуватися в отвір, нарізаючи при цьому різьблення. Зовні інструмент схожий на болт. Тільки він виготовлений із високоміцної легованої інструментальної сталі та має канавки для відведення стружки.
Вручну нарізати різьблення – як плашкою, так імітчиком - заняття дуже важке, і без певного досвіду зробити цю операцію буде важко (насамперед, фізично). Щоб полегшити процес випускаються спеціальні комплекти інструменту. Такий набір дозволяє нарізати різьблення не за один прохід, а за три, використовуючи при цьому три різні мітчики (чорновий, напівчистовий і чистовий).

Різьблення на поверхні труби
При проведенні сантехнічних робіт частовиникає необхідність нарізати різьблення на трубі. Як це робиться? Принципових відмінностей немає. Різниця лише в тому, що труба всередині порожня. От і все. Для цих цілей може використовуватися звичайна плашка і комір або токарно-гвинторізний верстат.
Також для здійснення процесу на трубній поверхні використовують так звані клупи. При цьому можна використовувати як розсувні, так і цілісні плашки.
Процедурі нарізування передує надійнезакріплення відрізка труби (в лещатах або спеціальних призмах), після чого поверхня очищається від бруду і оксидів, усувається задирок від стрічкової пилки. Поверхню рекомендується змастити олією. Тільки після цих підготовчих операцій можна розпочинати безпосередньо нарізування.

Різьбонарізування на верстаті
Нарізання різьблення вручну є важкою фізичною працею. Тому, якщо у майстра є можливість вдатися за допомогою металообробного обладнання, нею слід користуватися.
Як нарізати різьблення на токарному верстаті?Універсальний токарно-гвинторізний верстат дозволяє здійснювати цю операцію декількома способами: плашкою (зовнішню), мітчиком (внутрішню), а також спеціально заточеним формою різьблення токарним різцем з напайной пластиною з інструментальної сталі або різцем зі змінною пластиною.
При нарізанні плашкою та мітчиком заготівлявстановлюється в трикулачковий самоцентруючий патрон, після чого включається привод верстата, і шпиндель починає обертатися. Швидкість обертання повинна бути мінімальною (не більше одного-двох обертів за секунду) з міркувань техніки безпеки. Плашка (метчик) з коміром приставляється до торця заготовки і злегка притискається до нього. Після чого необхідно утримувати комір до тих пір, поки він не наріже різьблення необхідної довжини. Потім включається реверс, і плашка викручується у зворотному напрямку.
Нарізання різцем здійснюється за кілька проходів. При цьому різець за один оберт шпинделя переміщається в осьовому напрямку на величину, що дорівнює кроку.










