現代のテクノロジーは想像を絶するものですスレッド接続なしで自分自身。ねじ山には、他のタイプの取り外し可能なワンピースファスナーに比べて多くの利点があります。クランプ力は、ダイナモメーターを使用して調整でき、身体部分の破壊の可能性を排除します。このような接続は動的負荷によく耐え、分解と再組み立てが簡単です。
ただし、スレッド接続の使用はそうではありません業界のみに限定されます。家庭では、日常生活の中で、糸を切る必要があることがよくあります。それを行うのはどのようにそしてどのような順序で正しいですか?これにはどのようなツールが必要ですか?この記事には、これに似た経験のない人に役立つ有用な情報が含まれています。
方法
ねじ山は、シリンダーの外面(外側)または穴の表面(内側)にある一種のらせん状の溝です。
ダイはおねじの切断に使用され、タップはめねじの切断に使用されます。
しかし、この方法とツールはにのみ適しています家の状態や修理生産、それらは切断に多くの時間を必要とするため。ハードウェア(ボルト)の大量生産では、糸は切断されず、圧力による金属加工のための特別な装置で圧延されます。この場合、ワークピースを750度を超える温度に加熱することが重要です(そうすると、動的再結晶とテクスチャ除去が発生します)。このパフォーマンスは不正確です。したがって、重要な接続の場合、ねじ山が切断されます。
ねじ切り旋盤で加工することにより、ねじ面が得られます。このために、タップ付きのダイと特別な旋削工具の両方を使用できます。
さらに、電子機器の急速な発展により、旋盤やCNCフライス盤でさえもねじ面を加工することが可能になりました。

一般情報
CIS諸国の領土では、標準メートルねじ。その角度は断面積で60度です。西欧諸国では、インチの糸(55度の角度)が使用されます。車やその他の機器のスペアパーツを購入するときは、この状況を覚えておく必要があります。
セクション内のねじ歯の幾何学的形状に応じて、長方形、三角形、台形、およびその他のオプションが区別されます。
特殊なタイプのねじはボールねじです。彼女は工作機械の建設にのみ応用を見出しました。集中的に使用すると、らせん状の表面が摩耗します。ただし、ボールねじの設計により、バックラッシュを調整して排除することができます。
右ねじがあります(ほとんど共通)および左(限定的で高度に専門化された用途)。左ねじ用のダイやタップはほとんど見つかりません。旋盤で切断することがおそらく唯一の可能な方法です。他のバージョンがない場合に使用することをお勧めします。
おねじ:金型に切り込む方法
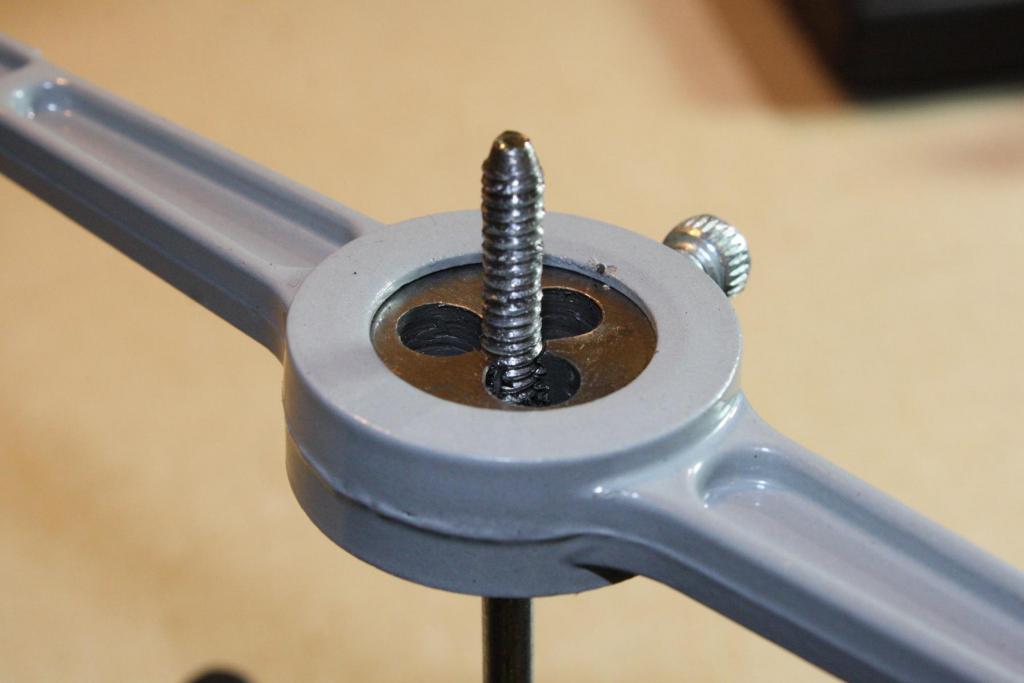
カットする最も簡単で最も手頃な方法外側の円筒面のネジ山-ダイを使用します。設計に応じて、デバイスは円形、角柱状、スライド式にすることができます。
丸型はややナットを彷彿とさせます。外側の輪郭だけが六角形ではなく、ノブに取り付けるための小さなくぼみのある通常の円です。ねじ切り時の切りくず排出口に3つの溝がある点がナットと異なります。
丸型は1つで糸を形成しますツールの通路。そのため、運転中はカッティングゾーンに潤滑剤を供給する必要があります。このようにして得られる最大ねじ径は52ミリメートルです。
スライドプレートは、2つの同一の部品で構成されています。それらは一定のギャップを持ってダイに取り付けられます。作業の過程で、パーツは互いに近づきます。

おねじ切り時のワーク径の選択
外径サイズの正しい選択元のワークピースは、結果のスレッドの品質を保証します。表面(穴の中)のねじ山(外部と内部の両方)の切断は、特定の要件が満たされている場合にのみ可能です。ダイが破損したり詰まったりしないように、シリンダーの直径は公称ねじ山よりも数十分の一ミリメートル小さくする必要があります。切削の過程で、金属はある程度絞り出され、ダイの形状に充填されるため、ギャップは最小限に抑えられます。
外部切断のための表面処理
バーに糸を通す方法は?旋盤の黒さを取り除くための余裕があるように、圧延棒の直径は糸の直径より少なくとも1ミリメートル大きくなければならないことに注意する必要があります。黒い未処理の表面を切断することは非常に望ましくありません。ダイが非金属の介在物を見つけて破損する可能性が高くなります。
旋盤で外径に溝を付けた後機械は面取りを研磨する必要があります。この要素は、第一に、ダイの急落を確実にするために、そして第二に、旋盤で端面を切断するときに得られる鋭いバリを取り除くために必要です。

一連のアクション
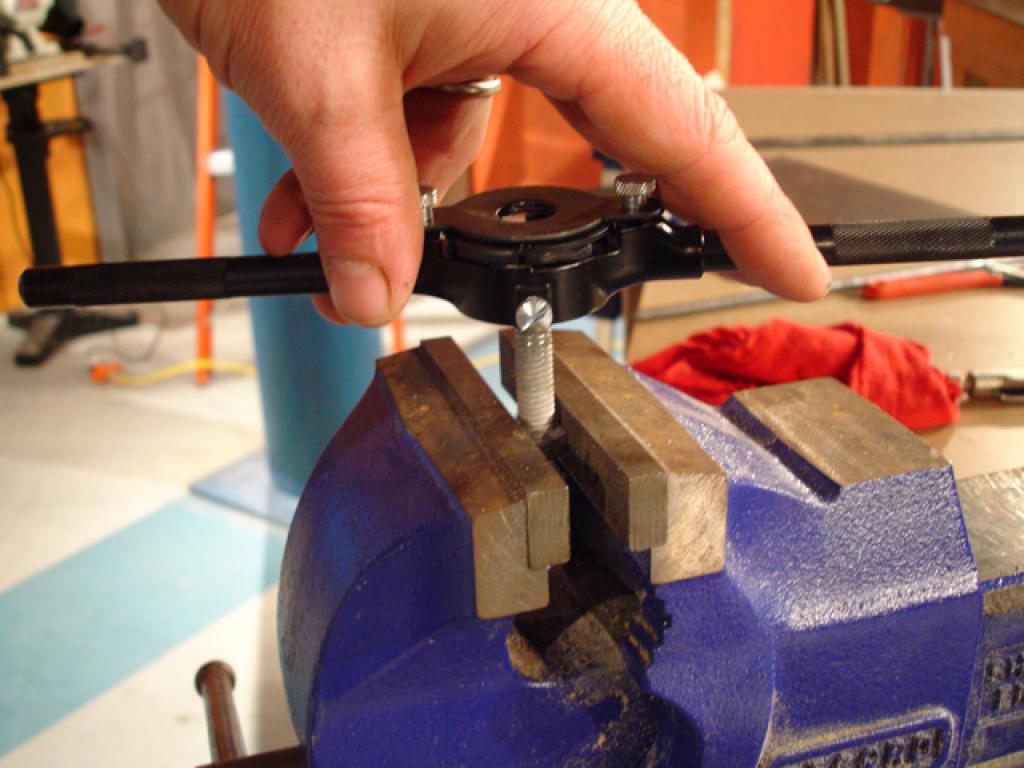
スレッドを正しくカットする方法は?この操作は、次の順序で手動で実行されます。
- 元のワークピースはベンチバイスに固定されています。この場合、垂直位置からの歪みやずれがあってはなりません。
- ダイはクランクに取り付けられています。ラムの端は、ラムホルダーの端面と位置合わせする必要があります。
- 最初の回転は少しの労力で実行されます。主なことは、方向を正しく設定し、ダイのスキューを回避することです。
- 糸が全長に沿って切断された後、レンチは反時計回りに回転し始める必要があります。
内部スレッディングテクノロジー
この場合の成形ツールタップです。このツールでネジを切る方法は?原則として、それも非常に簡単です。ねじ山の根元の直径よりわずかに大きい直径の穴が金属に開けられ、タップ自体がシャンクでノブに挿入され、その後、穴にねじ込まれ始めます。 、同時に糸を切る。外見上、ツールはボルトのように見えます。高強度合金工具鋼で作られた唯一のものであり、切りくず排出溝があります。
手動でねじ山を切る-ダイとタップは非常に難しい職業であり、特定の経験がなければ、この操作を実行することは困難です(まず第一に、物理的に)。プロセスを容易にするために、特別なツールキットが利用可能です。このようなセットを使用すると、3つの異なるタップ(ラフ、セミフィニッシング、フィニッシング)を使用しながら、1回のパスではなく3回のパスでねじ山をカットできます。

パイプ表面のねじ山
配管工事を行う場合、多くの場合パイプにネジ山を切る必要があります。それはどのように行われますか?基本的な違いはありません。唯一の違いは、パイプが内部で中空になっていることです。それで全部です。これらの目的のために、従来のダイとクランクまたはねじ切り旋盤を使用することができます。
また、パイプ表面での処理には、いわゆるシャンクが使用されます。この場合、スライディングダイとソリッドダイの両方を使用できます。
切断手順の前に、信頼性の高いパイプ部分を(バイスまたは特殊プリズムで)固定した後、表面の汚れや酸化物を取り除き、帯鋸からのバリを取り除きます。表面をオイルで潤滑することをお勧めします。これらの準備作業の後でのみ、直接切断に進むことができます。

機械の糸脱毛
手ねじりは手作業で大変です。したがって、マスターが金属加工機器の助けを借りる機会がある場合は、それを使用する必要があります。
旋盤でネジを切る方法は?ユニバーサルねじ切り旋盤では、この操作をいくつかの方法で実行できます。ダイ(外部)、タップ(内部)、およびろう付けされたプレートで作られたねじの形で特別に鋭利にされた旋削工具を使用します。工具鋼または交換可能なプレート付きの工具。
金型とタップで切削する場合、ワークは3ジョーのセルフセンタリングチャックに取り付けられ、その後、マシンドライブがオンになり、スピンドルが回転し始めます。安全上の理由から、回転速度は最小(1秒あたり1または2回転以下)にする必要があります。ノブ付きのダイ(タップ)がワークピースの端に取り付けられ、ワークピースにわずかに押し付けられます。次に、必要な長さの糸を切るまでノブを保持する必要があります。次に、リバースがオンになり、ダイが反対方向に緩められます。
カッターによる切断は数回のパスで行われます。この場合、主軸1回転のカッターは、ステップに等しい量だけ軸方向に移動します。










