溶接は接合部です溶融池内の金属溶融物の結晶化のプロセスの結果として形成される2つ以上の部品。接合部に溶接される金属は、フィラー材料と溶融ビレットの混合物で構成されています。
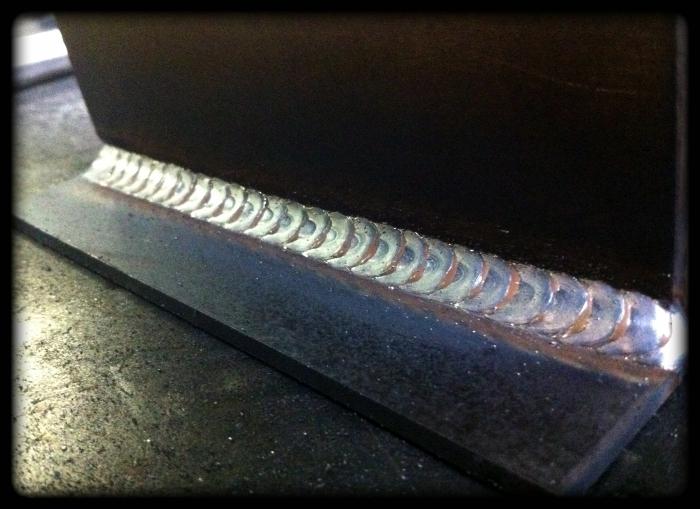
各溶接には独自の特徴的なアウターがありますフォームには、弱体化、正常、強化の3つの種類があります。次に、断面の形状に応じて、すみ肉溶接と突合せ溶接が区別されます。この多様性のおかげで、クロス、ティー、バットなど、膨大な数の接続を得ることができます。後者は、連続的な性質の突合せ溶接にのみ使用されます。

現在存在するすべてのタイプの縫い目さまざまな金属のさまざまな厚さの部品を接続できます。さらに、溶接の特性を改善し、そのような接続の信頼性を高めるように設計された多くの方法が開発されてきました。そのような活動は正しく考えることができます:特別なフィラー材料の使用。ガス環境での部品の溶接。これは、アーク燃焼領域から酸素を除去するのに役立ちます。フラックスなどの使用。

溶接シームは自動的に行うことができます、半自動または手動。これらの方法にはそれぞれ独自の特徴があるため、さまざまな条件で使用できます。これにより、溶接用途の範囲を広げることができます。
接続が行われる溶接ゾーン大きな熱応力にさらされる部品。このようなプロセスは、新たな取り組みの分布と性質に劇的な変化をもたらすことが知られています。これは、接続の信頼性に悪影響を及ぼします。
溶接を特徴付けるパラメータは、その幾何学的寸法に直接関連しています。これらは、幅、補強と鈍化の量、ギャップのサイズ、および溶接される部品の厚さです。
このタイプのジョイントの品質、信頼性、耐久性は生産現場に依存しているため、溶接の制御は生産現場でも行われます。











