La cera perdida es suficientemétodo popular de producción de fundición. El método se distingue por la complejidad del proceso tecnológico y los altos costos laborales para los procesos preparatorios. Por lo tanto, se utiliza donde sea necesario para observar con precisión las dimensiones y garantizar la alta calidad de la superficie de las piezas. Así se moldean las palas de las turbinas y las herramientas de alto rendimiento, las dentaduras postizas y las joyas, así como las esculturas de configuración compleja. La esencia de la fundición de inversión es que el molde de fundición es de una sola pieza, el modelo hecho de materiales de bajo punto de fusión no se quita durante el moldeo, sino que se funde. Esto asegura una cuidadosa observancia de las dimensiones y el relieve. El metal se vierte en la cavidad que queda del modelo. Una vez completado el enfriamiento, se destruye el molde y se retira el producto. Al lanzar series grandes, el costo del producto se reduce.
Ventajas
La principal ventaja de la fundición a la cera perdida es la precisión de la transferencia de forma y la baja rugosidad de la superficie. Además, existen otras ventajas:
- Está disponible la producción de piezas a partir de aleaciones con un mecanizado débil.
- Se reduce la necesidad de mecanizado adicional.
- Los productos se moldean, que por otros métodos tendrían que fabricarse en partes y ensamblarse.
- Con series grandes, se logra una disminución en la intensidad laboral específica (por un producto) y su costo.
- Posibilidad de mecanización y automatización parcial de las operaciones preparatorias de la propia fundición.
Estas ventajas hacen que el método sea uno de los más populares y utilizados en la metalurgia actual, especialmente en combinación con los métodos modernos de fundición progresiva.
Desventajas del casting de inversión
Las indudables ventajas del método, al parecer,tenía que asegurar su dominio entre otras formas. Sin embargo, a pesar de la popularidad del método de fundición por inversión, las desventajas frenan su adopción generalizada. La principal desventaja es la complejidad del proceso tecnológico de múltiples etapas. Requiere equipos tecnológicos bastante complicados y costosos para las etapas preparatorias. Para productos simples producidos en lotes pequeños, este método tiene un precio de costo más alto.
Para una aplicación rentable de fundición enlas ventajas y desventajas del método se comparan con la cera perdida, la decisión sobre su elección se toma sobre la base de una evaluación de la relación precio / calidad. Por tanto, se utiliza principalmente para los productos más exigentes y costosos que son difíciles de obtener de otra forma, por ejemplo, álabes de turbinas, esculturas, herramientas de alta velocidad, etc. Otro campo de aplicación son las fundiciones a gran escala, donde Las economías de escala pueden reducir significativamente los costos.
Tecnologia
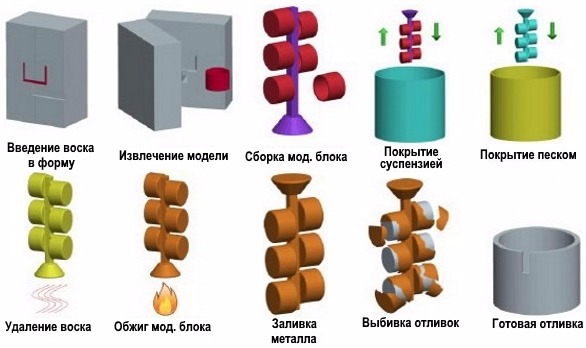
La tecnología de fundición por inversión esproceso de producción de múltiples etapas, que se caracteriza por una intensidad de trabajo relativamente alta. En la primera etapa, se realiza un modelo maestro, se convertirá en el estándar para hacer modelos de trabajo incluso después de pasar por todas las etapas del producto final. Para la producción de un modelo maestro, se utilizan composiciones de modelos especiales y tradicionales: yeso o madera. El material del modelo maestro debe combinar resistencia y facilidad de procesamiento.
Más tecnología de fundición a la cera perdidaprevé la creación de un molde, en el que se moldearán todos los modelos de trabajo. Los moldes están hechos de yeso, caucho, silicona, con menos frecuencia de metal. Estructuralmente, debe ser necesariamente desmontable y diseñado para un uso repetido. El molde se llena con una composición de modelo, después de que se ha endurecido, se desmonta y se retira el siguiente modelo de trabajo.
En la producción de piezas únicas o pequeñas ediciones, se omiten las etapas de creación de un diseño maestro y un molde, y se realiza un diseño (o varios) moldeando el material a mano.
El siguiente paso en el proceso de fundición de inversiónpara modelos: producción de un molde de fundición alrededor de un modelo (o un bloque de modelos). Estas matrices ya son estructuralmente no separables y desechables, lo que permite lograr una cuidadosa observación de las dimensiones y rugosidad del producto. En la industria moderna, se utilizan dos tipos de moldes, moldes tradicionales de arena y arcilla para fundir en el suelo y moldes de concha, para la producción de piezas precisas y costosas.
Una vez completado el molde, el modelo se derrite calentando o soplando con vapor sobrecalentado. Los moldes de concha se refuerzan adicionalmente calentándolos a 1000 ˚С.

La etapa final del proceso incluye larellenar el producto, enfriarlo en condiciones naturales o mediante una técnica especial en un termostato, romper el molde y limpiar el producto. El método permite obtener piezas fundidas de alta calidad que pesan desde varios gramos hasta decenas de kilogramos.
Formulaciones modelo
El material para la producción del diseño debe tener ciertas propiedades. Debería tener propiedades como:
- Plasticidad en fase sólida. Es necesario para la repetición exacta de la forma del futuro producto y su corrección, si es necesario.
- Fuerza. El modelo debe soportar el proceso de dar forma a su alrededor sin deformarse.
- Punto de fusión bajo. Renderizar el modelo no debería requerir mucho tiempo y energía.
- Fluidez fundida. La composición debe penetrar fácilmente en todos los huecos y detalles en relieve, repitiendo con precisión los contornos de los detalles futuros.
- Rentabilidad. Especialmente importante para la producción de grandes series.
Para las formulaciones modelo, generalmente se usa una mezclaestearina y parafina. Estos materiales complementan con éxito los parámetros de los demás, compensando el punto de fusión insuficiente de la parafina y la viscosidad excesiva de la estearina.
No menos populares en la industria soncomposiciones a base de cera de lignito. Sus principales propiedades son la resistencia a la humedad, la fuerza y la capacidad de formar recubrimientos muy suaves, lo que es especialmente valioso para productos de modelado.
También se utilizan composiciones que consisten en una mezcla de cera de lignito, parafina y estearina.
Fabricación de moldes
Para la producción de productos únicos, el diseñopreparado cortando una pieza de material modelo a mano o con plantillas. También se realizan modelos en forma de cuerpos de revolución en tornos. Recientemente, el método de impresión 3D de modelos se ha generalizado cada vez más. Es adecuado tanto para diseños individuales como para series pequeñas.

El costo de una impresora 3D industrial modernasigue siendo alta, sin embargo, debido a la facilidad de cambio de un producto a otro, puede convertirse en una herramienta eficaz para realizar modelos en el caso de un gran número de pedidos heterogéneos de pequeñas series.
Para fabricar un gran número dediseños idénticos, una matriz está hecha de yeso, goma, silicona o metal. Los modelos de trabajo se producen, a su vez, mediante fundición a presión. Por diseño, el molde debe ser plegable para garantizar la posibilidad de fabricar un número determinado de modelos. El material seleccionado también debe proporcionar tal posibilidad, por lo tanto, se le imponen requisitos tales como resistencia, densidad, baja rugosidad, inercia química con respecto al modelo. El material del molde también debe tener una adhesión mínima al maniquí para garantizar la facilidad de extracción del maniquí terminado y la precisión dimensional. Una propiedad importante de un molde es su resistencia y durabilidad, especialmente para series grandes.
Haciendo modelos y bloques
Método de fabricación generalizadoModelos a la cera perdida: fundirlos a baja presión en moldes. La inyección de la mezcla líquida se realiza tanto de forma manual, mediante jeringas de pistón, como con sopladores mecánicos, hidráulicos o neumáticos. En el caso de utilizar cera de lignito, se requiere calentar las tuberías de alimentación de la composición debido a su alta viscosidad. Los modelos de poliestireno espumado se fabrican por extrusión en unidades de moldeo automatizadas.
Para mejorar la eficiencia económica yreduciendo la intensidad de la mano de obra en el caso de la producción en serie de piezas pequeñas, sus modelos se combinan en bloques. Los sistemas de puertas se forman sobre los bloques uniendo modelos individuales a las puertas usando un soldador de mano. En el caso de fundiciones individuales o lotes pequeños, los modelos se realizan a mano.

Al formar sistemas de compuerta, es necesarioAsegurar un flujo de fusión no turbulento, llenado uniforme de todos los elementos de la matriz. Al llenar el molde de ASG, también debe asegurarse de que todas las aberturas entre los bebederos estén llenas uniformemente y que no estén dañadas.
Forma de hacer
En el método considerado de fundición a la cera perdida, hay dos tipos principales de moldes:
- Mezclas de arena y arcilla (ASM).
- Como una concha.
Moldes para fundición a la cera perdida de ASGutilizado principalmente en la producción de pequeñas series de productos que no requieren una precisión muy alta. El proceso de su fabricación es bastante laborioso y requiere calificaciones altas y, a menudo, únicas de los modeladores y moldeadores. Solo las operaciones individuales se prestan a una mecanización parcial, como la preparación y llenado de la arena de moldeo, su apisonamiento.
Los moldes de concha, por otro lado, se utilizan para la producción de piezas que requieren una precisión de fabricación especial. El proceso de fabricación es más complicado y requiere más tiempo, pero se presta mejor a la mecanización.
Lanzando al suelo
Este es el método más antiguo dominado por la humanidad.procesando metal. Fue dominado por nuestros antepasados simultáneamente con el inicio del uso de productos metálicos como armas, herramientas o utensilios, es decir, hace unos 5 mil años. El metal fundido se vierte en una matriz preparada a partir de una mezcla de arena y arcilla. Los primeros lugares de procesamiento de metales recién surgieron donde los depósitos de metales en forma de pepitas y placeres se encontraban cerca. Un ejemplo típico es la planta de Kaslinsky en los Urales, mundialmente famosa por sus encajes de hierro fundido.

Se aplica el método de fundición por inversión.para la fabricación de productos metálicos, tanto negros como no ferrosos. Y solo para los metales que muestran una mayor tendencia a reaccionar en la fase líquida (como el titanio), es necesario hacer matrices a partir de otras composiciones.
El proceso de producción de la fundición ASM consta de las siguientes fases:
- haciendo un modelo;
- preparación del anillo de inversión;
- llenado y compactación de la mezcla en el matraz;
- fundición de metales;
- extracción y limpieza del vaciado.
Formulario de ASG - de un solo uso. Para obtener el producto terminado, debes romperlo. Al mismo tiempo, la mayor parte de la mezcla está disponible para reciclaje.
Las composiciones se utilizan como materiales para ASGprincipalmente de arenas de cuarzo de varios tamaños de grano y arcillas plásticas, cuyo contenido varía del 3 al 45 por ciento. Así, por ejemplo, las fundiciones artísticas se producen utilizando una mezcla con un contenido de arcilla del 10-20%, para fundiciones especialmente grandes, el contenido de arcilla se lleva al 25%.
Se utilizan dos subespecies:
- Mezclas de revestimiento.Están ubicados en la superficie interna del molde e interactúan con el metal fundido. Deben ser resistentes al calor, capaces de no colapsar por las diferencias de temperatura y las tensiones resultantes. Estas mezclas tienen un grano fino para transmitir con precisión los detalles de la superficie. La permeabilidad a los gases de la mezcla también es muy significativa.
- Relleno de mezclas.Se utilizan para el relleno entre la capa de revestimiento y las paredes del matraz. Debe soportar el peso del metal fundido, mantener la forma del producto y facilitar la ventilación completa y oportuna. Están hechos de arena de grados más baratos y están sujetos a reutilización.
Si los gases de fundición escapan no a través de las masas de la mezcla de moldeo, sino a través del sistema de compuerta, aparecen defectos en la fundición que conducen a rechazos.
Tecnología tradicional de fundición a tierra en detalleilustrado en la cinta de A. Tarkovsky "Andrei Rublev". En la novela "La campana", el joven Boriska, hijo de un maestro fallecido, dirige un artel de fundición y lanza una campana de iglesia según la trama.
Fundición de conchas
Método de inversión en moldesLos modelos se caracterizan por la mejor transferencia de dimensiones del producto y una baja rugosidad superficial. El modelo está hecho de compuestos de bajo punto de fusión, como cera de lignito. Las fundiciones también utilizan ampliamente la composición de parafina-estearina en proporciones iguales. En el caso de fundiciones grandes, se incluyen sales en el material del modelo para proteger el modelo de la deformación. Por inmersión en una solución, el modelo se cubre en 6-10 capas con una suspensión a alta temperatura.

El aglutinante son silicatos hidrolizados, enLos cristales de electrocorindón o cuarzo se utilizan como rociadores resistentes al calor. Los materiales para la producción de moldes de concha se caracterizan por su alta resistencia, baja higroscopicidad y excelente permeabilidad a los gases.
La maqueta se seca en una atmósfera de amoniaco gaseoso.En la siguiente etapa, el molde se calienta a 120 ° C para eliminar el modelo de parafina. El resto de la mezcla se retira con vapor sobrecalentado a alta presión. Luego, el molde se calcina a una temperatura de hasta 1000 ° C, lo que conduce a su consolidación final y a la eliminación de sustancias que pueden liberarse en forma de gases durante el proceso de fundición.
La cáscara se coloca en una especie de matraz, quedormirse con perdigones de acero. Esto ayuda a mantener la configuración mientras se llena el molde con la masa fundida y al mismo tiempo mejora las condiciones de enfriamiento de la pieza fundida. La masa fundida se vierte en moldes calentados a 1000 ° C. Después de enfriar el producto de acuerdo con un programa especial en un termostato, se destruye el molde, se retira la pieza fundida y se limpia.
La principal ventaja de este método de fundición es la alta precisión de las dimensiones del producto y la baja rugosidad de la superficie.
Ventajas adicionales del método:
- Fundición de piezas de aleaciones difíciles de mecanizar.
- Fundición de elementos que de otro modo tendrían que ser fundidos pieza por pieza y luego reensamblados.
Las desventajas de este método de fundición a la cera perdida son la baja tasa de utilización del metal y una mayor intensidad de trabajo.
Fundición de precisión
Fundición de inversión - entoncesnombran tanto la tecnología como el producto final en sí. La alta precisión de la fundición está garantizada por el hecho de que durante la preparación del molde no es necesario quitarle el modelo del producto. Utilizando el método tradicional, la producción de la matriz para fundición es un proceso de múltiples etapas complejo y que requiere mucho tiempo. Esto es especialmente cierto en el caso de piezas de fundición de configuración compleja, con rebajes, depresiones y cavidades internas.
Por ejemplo, al fundir un jarrón de hierro fundido o cobre,al tener una curvatura variable de la superficie, hay que utilizar muchos trucos. Entonces, primero, se rellena la mitad inferior del anillo de revestimiento, luego se retira el modelo, se da la vuelta y se apisona la mitad superior. El modelo debe ser compuesto, los mangos del jarrón están hechos de dos elementos, se extraen a través de la cavidad del modelo en dos pasos: primero el elemento inferior, luego el superior. Todos estos numerosos vuelcos y tirones no pueden afectar positivamente la integridad de la superficie del molde y, en última instancia, la precisión de adherencia a las dimensiones de la pieza fundida y la calidad de su superficie. Además, sigue existiendo el problema de la alineación precisa de las partes del matraz y su unión fiable entre sí.
El casting de inversión está desprovisto deEstas desventajas, no requiere una calificación tan alta de los modeladores y reduce significativamente la complejidad de las operaciones preparatorias para la fundición. Esto es especialmente evidente con grandes cantidades de piezas fundidas.
El método le permite alcanzar la clase de precisión 2-5según GOST 26645-85. Esto hace posible fundir productos de alta precisión como palas de turbina, herramientas de corte, incluidas fresas y taladros de alto rendimiento, soportes críticos para cargas elevadas, piezas pequeñas de vehículos para cargas elevadas, máquinas herramienta y otros mecanismos complejos.
Alta precisión dimensional y altaLa clase de superficie minimiza la necesidad de un mayor mecanizado de la pieza fundida, lo que ahorra metal y reduce los costos de producción.
Equipo
Equipo de fundición por inversiónSe requiere variada y compleja. Las empresas los combinan en un complejo único y bien coordinado, organizado como un sitio, taller o producción separada.
La composición del complejo depende de la escala de producción, tamaño, configuración y circulación de las piezas fundidas.
Entonces, en la producción de dentaduras postizas y joyas, el equipo incluirá:
- tabla modelo;
- horno de mufla con termostato;
- un juego de bisturíes y espátulas para corregir la forma del modelo;
- tablero de moldura;
- matraz;
- recipientes para almacenamiento y preparación de arena de moldeo;
- un conjunto de herramientas para apisonar arena de moldeo;
- crisol para fundir metal;
- pinzas;
- martillo para romper el molde.

Esta instalación de producción encajará fácilmente enuna mesa y un armario. Si se planea la producción en serie, por ejemplo, piezas de fundición de aluminio, partes de cualquier dispositivo, se requerirá equipo para:
- moldeado y vertido de moldes de cerámica;
- formas de secado;
- fundir el material del modelo y aplicar una capa resistente al calor;
- limpieza de piezas fundidas de material de moldeo.
Y finalmente, el propio equipamiento del complejo de fundición, diseñado para obtener una masa fundida y verterla en un molde. Puede ser equipo para fundición:
- a baja presión;
- centrífugo;
- de la forma gravitacional habitual.
Plantas de moldeo por inyección y centrífugasLas piezas fundidas representan un complejo de producción independiente, altamente mecanizado y automatizado, aislado de la atmósfera del taller. Reducen al mínimo el trabajo manual y la búsqueda de una persona en condiciones nocivas. Las cámaras selladas, en las que se encuentran los complejos, proporcionan una captura y purificación completas de los gases residuales, lo que aumenta significativamente el respeto al medio ambiente de la empresa.
La fundición a la cera perdida tiene un potencial de desarrollo bastante alto, especialmente en combinación con los métodos progresivos de fabricación de moldes y fundición.











