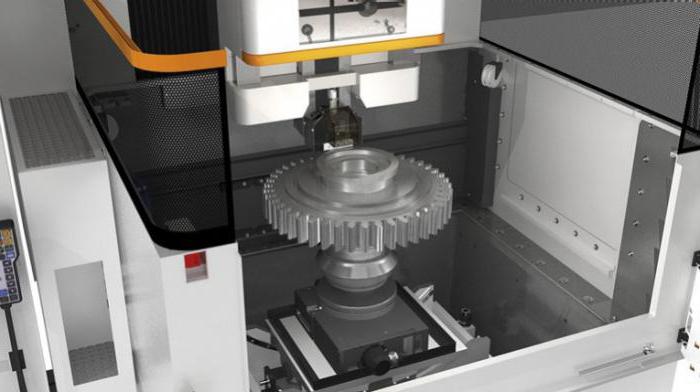
Жичана ЕДМ машинаслужи за тачно извођење рупа у металима различите густине. Алат се креће са великом прецизношћу и глаткошћу. Мотори за њега се производе код произвођача алатних машина користећи јединствену технологију.
Изградња
Жичана ЕДМ машинаопремљени равни паралелним моторима. За ово произвођачи стварају сопствене неодимијумске магнете (НдФеБ - неодим-гвожђе-бор). Поред њих, био је потребан јединствени К-СМС систем управљања.

Цлассиц ЕДМРезач жице је у могућности да обрађује само електропроводљиве радне предмете. Метали су изгорени луком до знатне дубине. На месту реза остаје глатка површина, која често не захтева додатну обраду.
Жичана ЕДМ машинапомаже у добијању сложених производа: калупа, сојева, конусних и цилиндричних површина, избочина и нагиба. У продаји можете пронаћи дводимензионалне склопове који се користе за најједноставније операције. Сложенији производи се добијају помоћу петосних машина.
Принцип рада
У процесу употребе машине за резање жицемесингана жица је најчешће коришћени алат за сечење. Израђен је коришћењем јединствене технологије, а брзина и тачност обраде зависи од његовог квалитета.
Ако се користи високофреквентни импулсни генератор велике снаге уграђен у описану машину, месингана жица је опремљена посебним премазом. Његова структура има неколико слојева:
- База - ЦуЗн40 (легура бакар-цинк) или месинг. Такође се могу користити молибден, бакар.
- Термички дифузијски слој - концентрација цинка преко 50%.
- Горњи слој је чисти цинк.
Захваљујући овој структури, жица има низ предности:
- Подноси високе температуре.
- Лук је стабилан током обраде, искључено је стварање улегнућа на месту реза.
- Смањена потрошња жице по дужини реза.
ЦНЦ жице ЕДМ машинеуглавном се користе у серијској производњи. Појединачни производи не оправдавају куповину скупе опреме, али неки делови се могу добити само овом врстом реза. Цинкова превлака осигурава континуитет аутоматског поступка уклањањем проливања месинга из високофреквентних струја.
Процес обраде
ЕДМ је заснован нана формирање варнице пропуштањем струје високе фреквенције кроз минимални ваздушни или водени размак. Овај процес се најактивније одвија уз учешће месинга.

Постоји неколико врста обраде метала на датој опреми:
- Технологије копирања.
- Резање профила.
- Шивање.
Чешће жица за ЕДМ машинепричвршћује се на покретну јединицу. Обрадак се поставља на непокретни сто. Процесом сечења управља контролер ЦНЦ система, који истовремено контролише неколико оса.
Суштина технологије
Електрично пражњење између жице иобрадак доводи до уклањања дела метала. Емитоване честице испуштају се у запремину радне течности. Муљ (честице које кристалишу) се филтрира и уклања на крају реза. Брзина обраде регулише се амперажом. Али треба одабрати оптималне режиме у којима се током процеса сечења не формира прогиб.

Електроерозија помаже у производњи производа са врлотанки зидови, рукујте меким металима без механичких оштећења. Ова метода сечења користи се за дубоко бушење. Дебљина жице је минимална, само овај параметар ограничава пречник добијених рупа.
Додатна обрада није потребна, поштонакон резања струјним импулсима, не остају израслине. Такође нису потребни скупи алати који се користе у класичним методама глодања. Ово постаје релевантно за израде од вискозних материјала.
Параметри опреме
ЦНЦ контрола процеса проширује могућности обраде метала електроерозијом. Одступања окомитости и равности кретања оса нису већа од 0,01 микрона.
Произвођачи изјављују механичку тачност инису потребна додатна прилагођавања. Машина је потпуно спремна за почетак аутоматског циклуса, довољно је само учитати модел дела у стандардни код.

Савремена електроника осигурава тачностпомерање услед угаоних и линеарних сензора чија је резолуција 1,5 микрона. Тачност резултујућих контура варира од ± 1,5 до ± 5 микрона на дужини од 300 мм.
Карактеристике се бирају појединачно за потребе производње. На основу овога формирају се трошкови опреме усмерени на одговарајући модел.
Додатне опције
Купац машине са електричном ерозијом може опремити опрему представљеним опцијама:
- Контролисани положај оси Ц. Чешће потребан за глодање цилиндричних израдака.
- Купола са додатним степеном слободе алата. Уз помоћ таквог модела добијају се геометријски сложени детаљи.
- Табела може имати додатне осе. Ова опција се користи приликом обраде производа за тело или неколико празних места у једном циклусу.
Стандардно укључује системечишћење радног флуида, омогућавајући филтрацију са квалитетом до 3 микрона. Прљави кертриџи су стандардне величине и прилично брзо се мењају.











