Žičani EDM strojsluži za precizno izvođenje rupa u metalima različitih gustoća. Alat se kreće s velikom preciznošću i glatkoćom. Motori za njega proizvode se kod proizvođača alatnih strojeva koristeći jedinstvenu tehnologiju.
dizajn
Žičani EDM strojopremljeni ravnomjerno paralelnim motorima. Za to proizvođači stvaraju vlastite neodimijske magnete (NdFeB - neodim-željezo-bor). Pored njih bio je potreban jedinstveni K-SMS sustav upravljanja.

Klasični EDMRezač žice može obrađivati samo elektroprovodljive izratke. Metali se izgaraju lukom do znatne dubine. Na mjestu reza ostaje glatka površina koja često ne zahtijeva dodatnu obradu.
Žičani EDM strojpomaže u dobivanju složenih proizvoda: kalupa, sojeva, stožastih i cilindričnih površina, izbočina i kosa. Na prodaji možete pronaći dvodimenzionalne sklopove koji se koriste za najjednostavnije operacije. Složeniji proizvodi dobivaju se pomoću petosnih strojeva.
Načelo rada
U procesu upotrebe stroja za rezanje žicemesingana žica je najčešće korišteni alat za rezanje. Izrađen je pomoću jedinstvene tehnologije, a brzina i točnost obrade ovisi o njegovoj kvaliteti.
Ako se koristi visokofrekventni impulsni generator velike snage ugrađen u opisani stroj, mesingana žica opremljena je posebnim premazom. Njegova struktura ima nekoliko slojeva:
- Baza - CuZn40 (legura bakra i cinka) ili mesing. Također se mogu koristiti molibden, bakar.
- Termički difuzijski sloj - koncentracija cinka preko 50%.
- Gornji sloj je čisti cink.
Zahvaljujući ovoj strukturi, žica ima niz prednosti:
- Podnosi visoke temperature.
- Luk je stabilan tijekom obrade, isključeno je stvaranje ulegnuća na mjestu reza.
- Smanjena potrošnja žice po duljini reza.
CNC žice EDM strojeviuglavnom se koriste u šaržnoj proizvodnji. Pojedinačni proizvodi ne opravdavaju kupnju skupe opreme, ali neki se dijelovi mogu dobiti samo ovom vrstom reza. Cinkova prevlaka osigurava kontinuitet automatskog postupka uklanjanjem ispuštanja mjedi iz visokofrekventnih struja.
Proces obrade
EDM se temelji nao nastanku iskre propuštanjem struje visoke frekvencije kroz minimalni zračni ili vodeni razmak. Taj se postupak najaktivnije odvija uz sudjelovanje mjedi.

Postoji nekoliko vrsta obrade metala na datoj opremi:
- Tehnologije šivanja kopija.
- Rezanje profila.
- Šivanje.
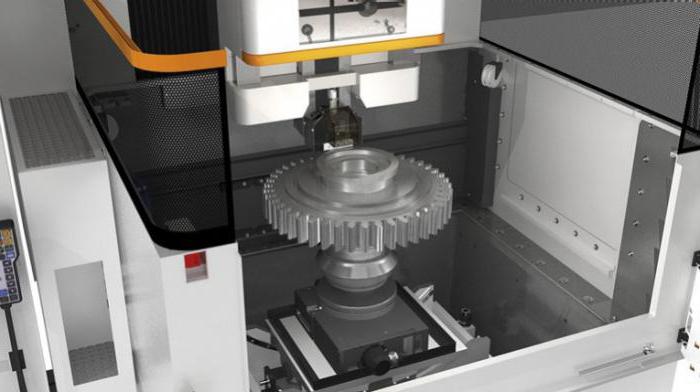
Češće žica za EDM strojevepričvršćuje se na pokretnu jedinicu. Obradak se postavlja na nepokretni stol. Procesom rezanja upravlja kontroler CNC sustava, koji istovremeno kontrolira nekoliko osi.
Bit tehnologije
Električno pražnjenje između žice iobradak dovodi do uklanjanja dijela metala. Emitovane čestice ispuštaju se u volumen radne tekućine. Mulj (čestice koje kristaliziraju) se filtrira i uklanja na kraju rezanja. Brzina obrade regulirana je jačinom struje. Ali treba odabrati optimalne načine rada, u kojima se tijekom procesa rezanja ne stvara ulegnuće.

Elektroerozija pomaže u proizvodnji proizvoda s vrlotanki zidovi, rukujte mekim metalima bez mehaničkih oštećenja. Ova metoda rezanja koristi se za duboko bušenje. Debljina žice je minimalna, samo ovaj parametar ograničava promjer dobivenih rupa.
Dodatna obrada nije potrebna, budući danakon rezanja strujnim impulsima ne ostaju neravnine. Također nije potreban skup alat koji se koristi u klasičnim metodama glodanja. To postaje relevantno za obratke izrađene od viskoznih materijala.
Parametri opreme
CNC kontrola procesa proširuje mogućnosti obrade metala elektroerozijom. Odstupanja okomitosti i ravnosti kretanja osi nisu veća od 0,01 mikrona.
Mehaničku točnost navode proizvođači inisu potrebne dodatne prilagodbe. Stroj je potpuno spreman za početak automatskog ciklusa, dovoljno je samo učitati model dijela u standardni kod.

Suvremena elektronika osigurava točnostpomak zbog kutnih i linearnih senzora čija je razlučivost jednaka 1,5 mikrona. Točnost rezultirajućih kontura varira od ± 1,5 do ± 5 mikrona na duljini od 300 mm.
Karakteristike se biraju pojedinačno za potrebe proizvodnje. Na temelju toga formiraju se troškovi opreme usmjereni na prikladan model.
Dodatne mogućnosti
Kupac stroja s električnom erozijom može opremiti opremu predstavljenim opcijama:
- Kontrolirani položaj osi C. Najčešće potreban za glodanje cilindričnih izradaka.
- Kupola s dodatnim stupnjevima slobode alata. Pomoću takvog modela dobivaju se geometrijski složeni detalji.
- Stol može imati dodatne osi. Ova se opcija koristi prilikom obrade proizvoda za tijelo ili nekoliko praznih mjesta u jednom ciklusu.
Standardno uključuje sustavečišćenje radne tekućine, omogućavajući filtraciju s kvalitetom do 3 mikrona. Prljavi ulošci su standardne veličine i mijenjaju se prilično brzo.











