Domaći tokarilica 16K20 se odnosi nakategorije uređaja za rezanje vijakom. Njegovo oslobađanje prilagođeno je tvornici "Red Proletarian" 1973. Dio dijelova isporučio je Gomelski pogon strojnih jedinica. Suvremeni analog dotičnog stroja - jedinica GS526U. Glavno područje primjene uređaja je industrijska proizvodnja, au privatnom sektoru je nevažna zbog visoke cijene i prilično impresivnih dimenzija.
Značajke tokarilice 16K20
U pitanju je predmetna opremanarezivanje navoja (metrička, modularna, pitchevy, inch konfiguracija) i neke druge operacije tokarenja. Ova jedinica je naširoko korištena u industriji post-sovjetskih zemalja. Model je uklonjen iz proizvodnje 1989. godine, ali na suvremenom tržištu postoji identična kineska kopija s istom pločicom.
Glavni parametri tokarilice 16K20:
- Razred točnosti - N.
- Maksimalni promjer obratka je 50 mm.
- Sličan pokazivač okretanja - 220 mm.
- Duljina servisiranog proizvoda do najviše - 2 metra.
- Granice poprečnog / uzdužnog hranjenja - 1.4 / 2.8 mm / okr.
- Snaga glavnog električnog motora je 11 kW.
- Duljina / širina / visina stroja je 2,5 (3,79) / 1,19 / 1,5 m. Duljina ovisi o modifikaciji.
- Masa opreme s kompletnim setom je 3,6 tona.
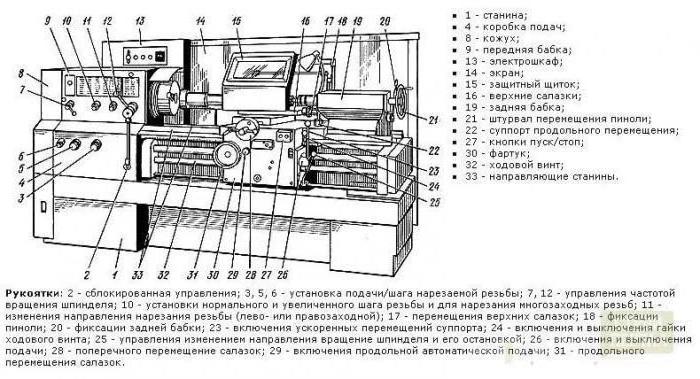
Upravljanje i oprema
Токарный станок 16К20 относится к дорогостоящему opremu i zahtijeva odgovarajuću njegu. Da biste započeli, pogledajte njegovu upravu. Zupčanici i prekidači se ručno upravljaju. Jedinica je dodatno opremljena držačem alata za centriranje, s kojim su strojno i ručno izrađene rupe za uvlačenje. U ovom slučaju, konj se ne uključuje.
Pomicanjem promjenjivog klizačaČeljust je interakcija osi reznog alata i vretena. Prije obrade potrebno je gurnuti mrežicu u nosač dok se ne zaustavi. Klipna klizačka ručica podešava položaj osi baklje.
Tokarilice za metal 16K20 su opremljenemikrometar tvrdog zaustavljanja, odgovoran za uzdužno kretanje. Na zahtjev nudi se uređaj s gornjim klizačem i mehaničkim hodom. Uz to, predviđen je i uređaj za višestruko provlačenje niti i završnu obradu višeslojnih dijelova. Ova jedinica uključuje hidraulički čeljust, konusno ravnalo i držač alata.
Monolitna baza opreme imakonfiguracija kutije s vodičima za brušenje. Kutija se dodatno koristi za sastavljanje strugotine, a ujedno je i spremnik odgovoran za hlađenje radne tekućine.

kvarovi
U nekim slučajevima mogu biti potrebni popravci ili popravci.zamjena pojedinih dijelova tokarilice 16K20. Najčešće se popravni radovi provode u smislu brušenja kreveta, zamjene ležajeva ili prijenosnika kvačila s trenjem. U sličnoj upravljačkoj jedinici zupčanika i ležajeva najčešće se mijenjaju.
Починка фартука заключается в замене маточной matice, ležajevi, vodilice za brušenje. Kada otklonite kvarove na čeljusti, mijenjaju se vijci, matice, klinovi, nakon čega slijedi brušenje vodećih elemenata. Ako je potrebno obnoviti radnu sposobnost repnog repnog otvora, igle se obično zamjenjuju, radne rupe se provrću, a dijelovi vodećih strugaju. Remont također znači zamjenu električnog punjenja, provjeru točnosti i geometrije jedinice, instaliranje rashladnog sustava.
Popravak tokarskih strojeva 16K20
Pripremni postupak uključuje provjeruoprema u praznom hodu. To vam omogućuje prepoznavanje trenutaka buke i vibracija u različitim položajima vretena. U ovoj fazi, prototip se može obraditi da bi se utvrdilo stanje nosača. Takva je manipulacija obvezna, jer vam omogućuje otkrivanje oštećenja koja se tijekom rada praktički ne primjećuju.

Шлифовка – это зачистка всех выступающих кромок и rupe na površini kostura stroja. Krevet je instaliran na stol, pričvršćujući se na unutarnje kutove. U ovoj je fazi potrebno točno provjeriti paralelno mjesto sklopa s obzirom na površinu radne ploče. To se može učiniti pomoću razine konstrukcije. Ležaj je fiksiran pomoću obloga i vijaka s otklonom od 0,05 mm.
Obnavljanje elemenata vodiča
Neke biljke provode probno kaljenjemetoda strojnog valjanja valjaka. U nekim se slučajevima koristi i haljenje, što povećava otpornost dijelova koji se troše. Način popravljanja odabire se na temelju stupnja tvrdoće vodećih dijelova i postojeće baze za popravak.
Najpopularniji načini za vraćanje vodiča su sljedeće opcije:
- Rezanje.
- Struganje.
- Brušenje.
Stvaranje se odnosi na dugotrajan postupak popravka, čak i uz minimalno habanje. U većini slučajeva ova se manipulacija vrši mehanički, što daje određeni ekonomski učinak.
Brušenje pruža visoku stopučistoća i preciznost dovršava. Ova metoda je optimalna za rad s očvrslim površinama. Brušenje omogućava povećavanje produktivnosti nekoliko puta, u usporedbi s operacijom struganja. Kod obrade očvrslih vodećih elemenata potrebna je dodatna završna obrada.
Recenzije i cijena
Struga za metal 16K20, čija je cijenaPočevši od 850 tisuća rubalja, zamijenio je zastarjelu verziju 1K62. Nova oprema ima najbolje značajke. Korisnici među parametrima kvalitete opreme razlikuju sljedeće parametre:
- Dugo radni resurs.
- Pouzdanost.
- Točnost obrade.
- Visoke performanse.
- Sigurnost na radu.
- Jednostavnost i lakoća održavanja.

obilježavanje
Predmetni stroj strojno je orijentiran.stožaste, cilindrične i nestandardne površine. Korisnici primjećuju svestranost opreme, jer baze mogu biti vanjskog i unutarnjeg tipa. Pored toga, jedinica služi za rezanje različitih vrsta niti. Vlasnici također navode mogućnost korištenja stroja za obradu krajnjih površina pomoću rezača, bušilica, brojača, slavina i matrica.
Prilikom kupovine opisane opreme molimpozornost na alfanumerički kod u nazivu modela. U indeksu jedinica označava da je stroj vrste okretanja, broj 6 - mogućnost operacija rezanja vijcima. Slovo "K" u nazivu uređaja generacija je strojne opreme, zadnja brojka označava maksimalnu visinu središta (220 mm). Prisutnost u nazivu slova "P" ukazuje na povećanu preciznost uređaja.

U zaključku
Tokarilica 16K20, čije su recenzije dateGore se odnosi na visoko preciznu opremu. Ipak, s vremena na vrijeme, kao i svaka oprema, zahtijeva popravak. Najčešće, samopopravak uključuje zamjenu istrošenih dijelova ili poliranje rupa i oštrih rubova. Popravka i ozbiljniji radovi na popravljanju poželjno su povjereni majstoru. Nužno je provjeriti kolica, pregaču i vodeće elemente nakon popravka u razini. U suprotnom, točnost obrade može biti značajno narušena.